系统介绍
转子健康监测诊断与智能维护系列套件:柔性转子测试台+转子故障诊断算法模块+转子智能维护系统平台
案例分析
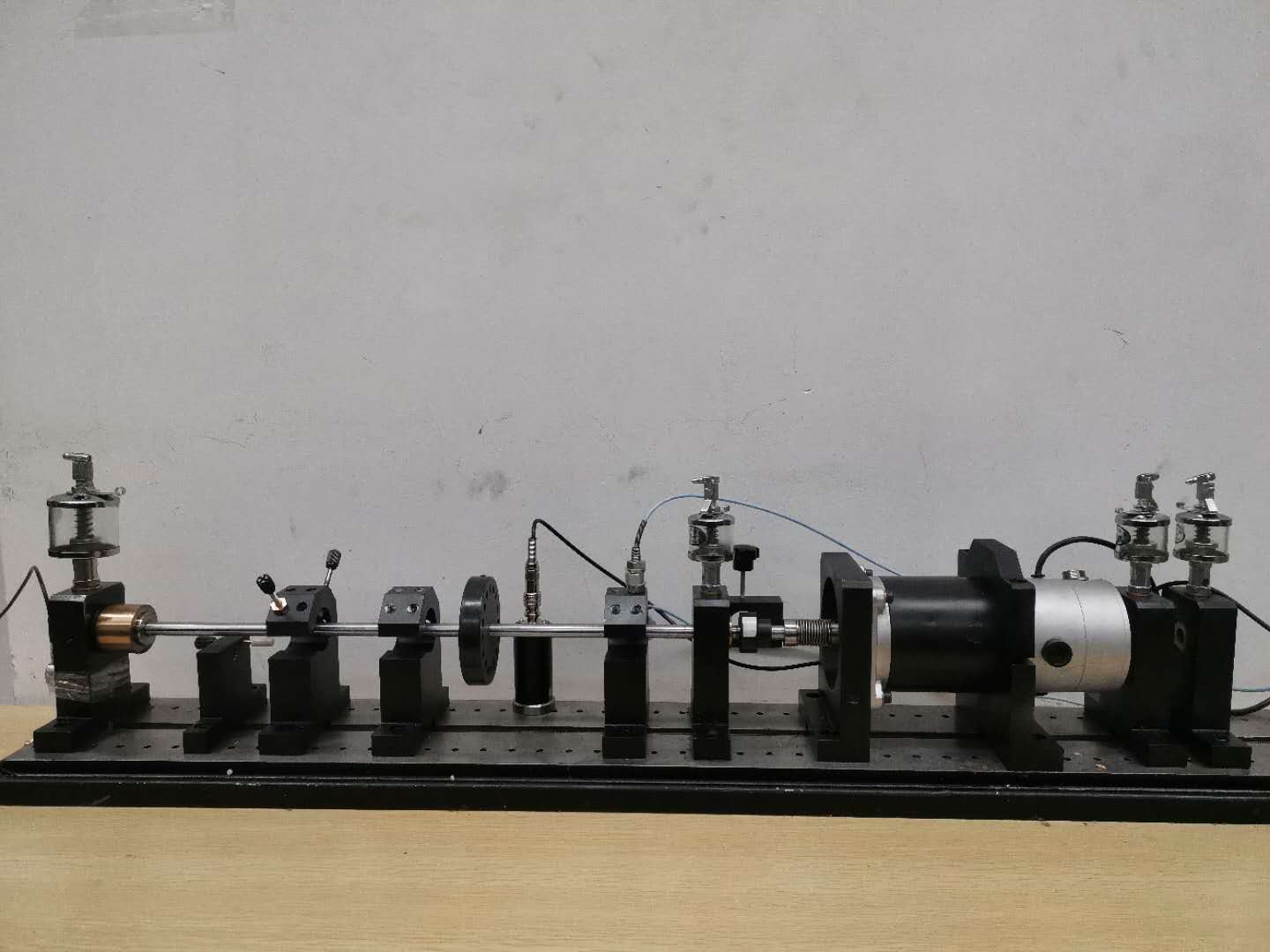
一.柔性转子测试台
实验对象:柔性转子系统
采集信号:振动信号、位移信号、声发射信号、红外热
功能:
a.不同工况负载条件下的转子故障诊断研究;
b.不同工况负载条件下的轴承故障诊断研究。
试验台:
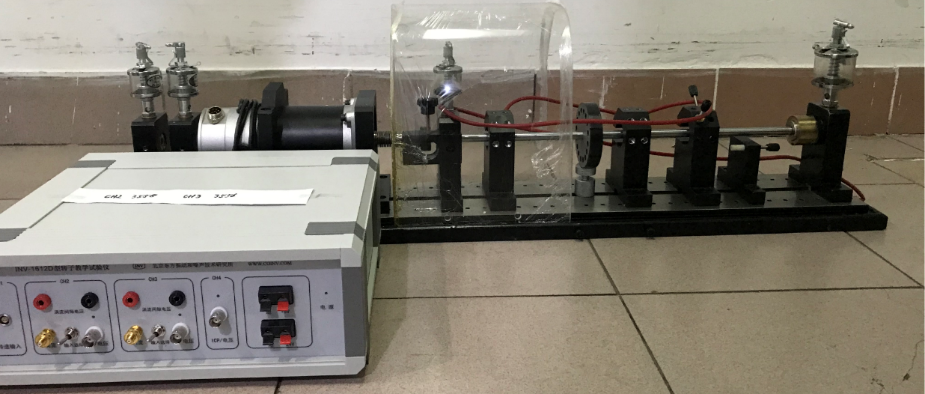
关键部件参数:
采集配件列表:
序号 | 配件名称 | 型号 |
1 | 电涡流位移传感器 | INV-Ø5 |
2 | CD磁电式速度传感器 | KSI 80V 2006 |
3 | 声发射传感器 | RS-2A |
4 | 声发射放大器 | DS2-40dB |
5 | 红外热成像仪 | Fotric626 |
可完成实验:
表1 工况描述
| 转速 | 配重/负载 | 室内温度 |
工况1 | 900r/min | 0 | 20 |
工况2 | 1050r/min | 在轮盘对称位置加装2枚小型螺钉 | 14 |
工况3 | 1200r/min | 在轮盘对称位置加装2枚中1型螺钉 | 23 |
工况4 | 1350r/min | 在轮盘对称位置加装2枚中2型螺钉 | 16 |
工况5 | 1500r/min | 在轮盘对称位置加装2枚较大螺钉 | 21 |
设置共有九种故障类型,包括健康、两种级别的轴承座松动、两种级别的轴向摩擦、两种级别的转子不对中故障和两个级别的不平衡故障类型。每种故障类型的描述见表2
表2 故障类型描述
故障类型 | 图片描述 | 备注 |
健康 | ------ | 健康数据 |
松动1 |
| 左侧剪头处轴承座轻微松动 |
松动2 |
| 左侧剪头处轴承座较大松动 |
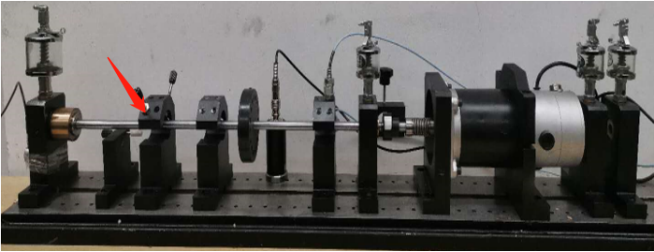
轴向摩擦1 |
| 轴向有一处碰摩 |
轴向摩擦2 |
| 轴向有两处碰摩 |
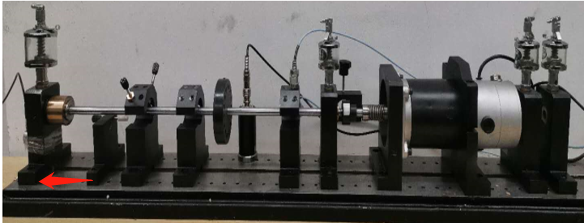
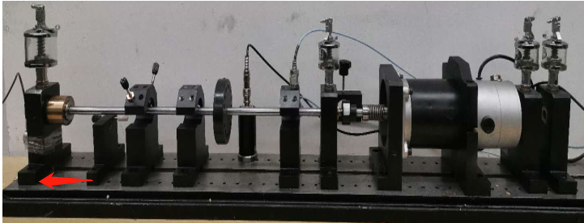
不对中1 |
| 左侧轴承座被垫起0.3mm |
不对中2 |
| 左侧轴承座被垫起0.4mm |
不平衡1 |
| 左为工况1不平衡配重情况,右为工况2,工况3与工况2不平衡分布相同,区别在于负载螺钉重量不同 |
不平衡2 |
| 左为工况1不平衡配重情况,右为工况2,工况3与工况2不平衡分布相同,区别在于负载螺钉重量不同 |
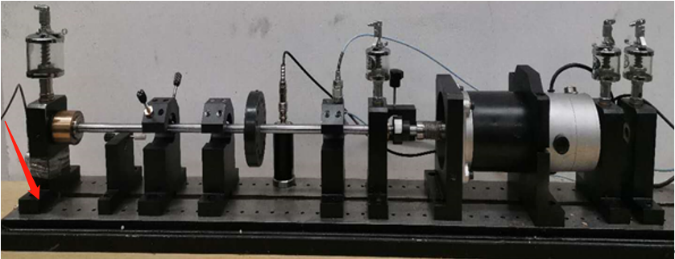
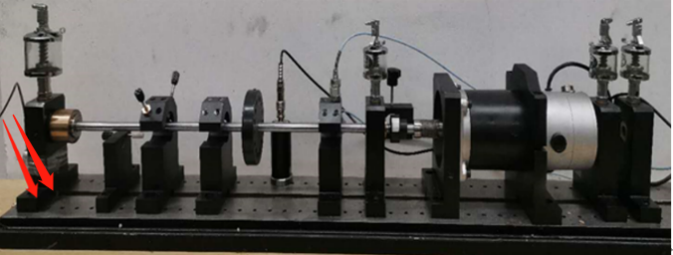
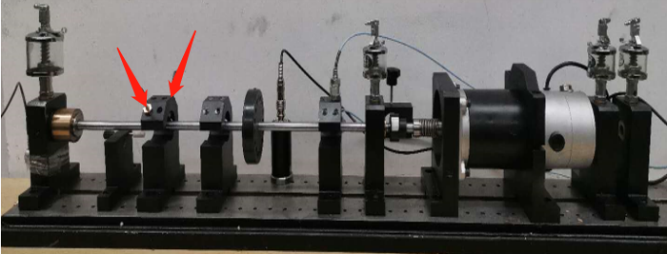




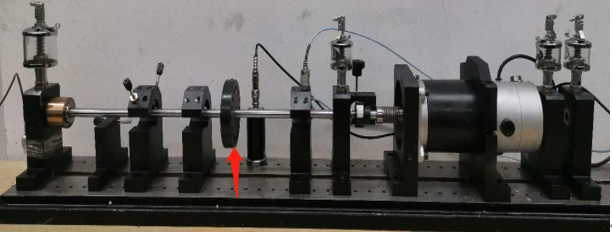
箭头处为不平衡故障下加配重轮盘位置
二. 柔性转子测试台故障测试数据集
文件夹命名方式为:有三个文件夹,分别为热成像图、声发射和振动位移信号

各个信号文件夹下包含五个工况的数据,每个工况下又有9个故障类型的数据
振动位移信号中的excel表,前两列为位移信号,第三列为振动信号
数据特性介绍
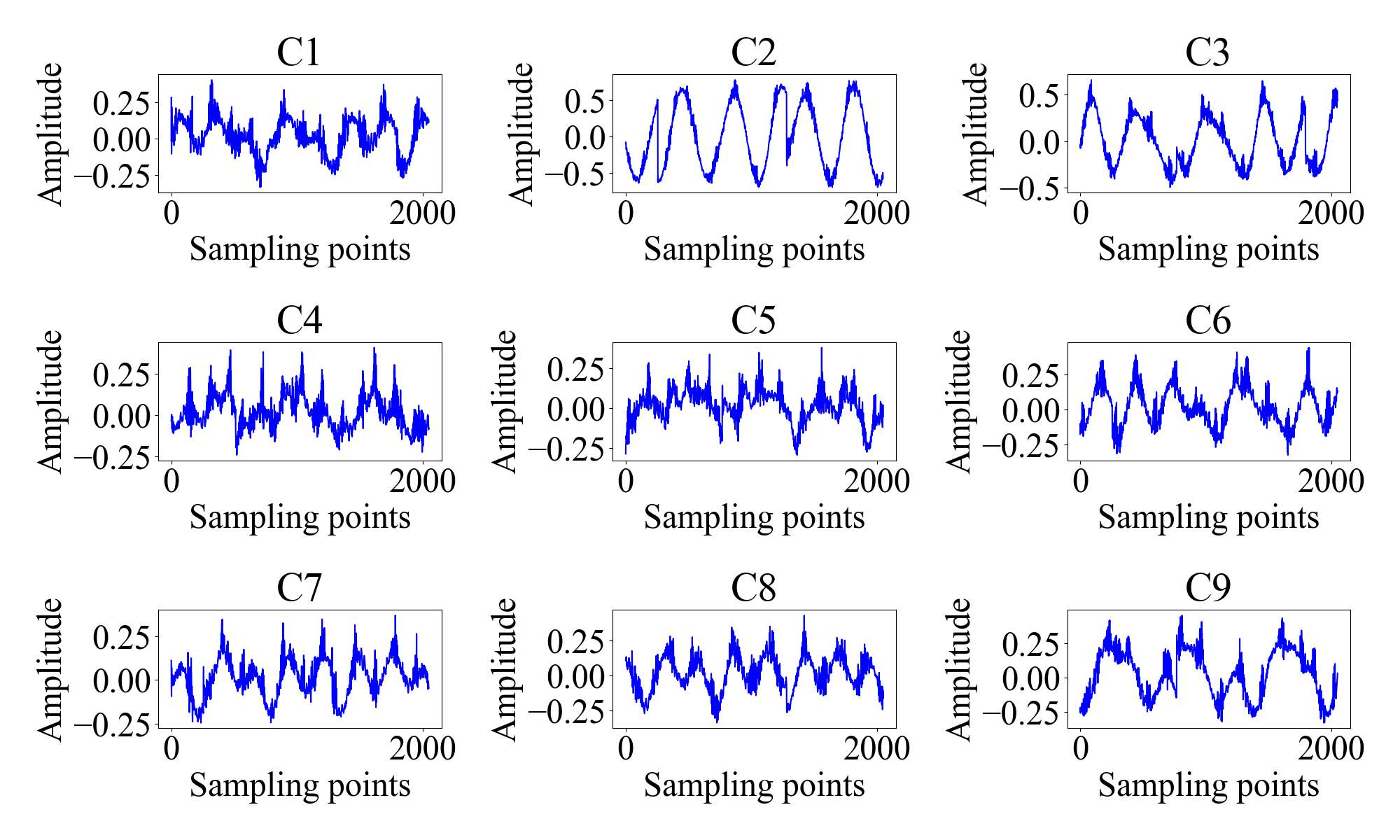
分别为工况1下的不同故障的振动信号
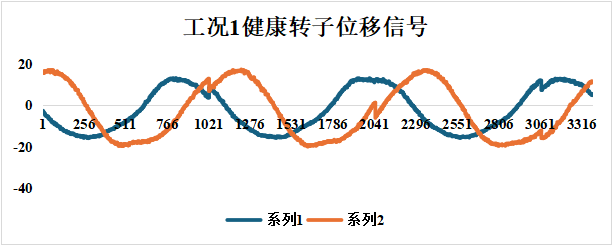
系列1为X轴方向位移,系列2为Y轴方向位移
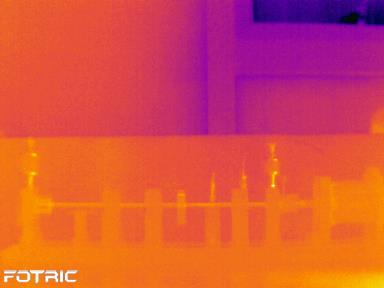
工况1条件下健康转子热成像图
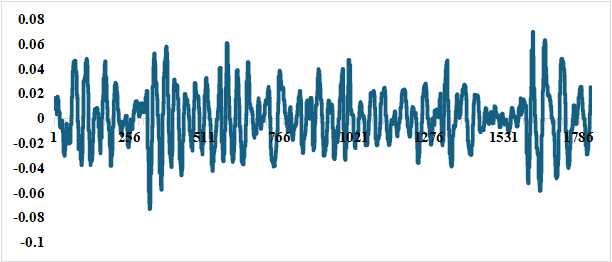
工况1条件下健康转子声发射信号
三.转子信号处理典型算法包
信号处理算法工具箱SPAgent研制完成了转子信号分析处理与故障诊断模块ShaftAgent,形成了处理各类经典算法模型,目前正开发最新的转子信号处理算法模型,可应用于各种机械部件对象(如转子)的各类声信号分析、故障探测、故障诊断、趋势劣化评估等,采用全Python语言,以B/S模式,通过前端与后端集成开发,采用开放的、模块化、多层架构的设计思想实现声信号分析处理与故障诊断模块,ShaftAgent能应用在不同场合的转子故障诊断与监测,满足不同类型机械设备与关键部件(转子、齿轮箱等)的健康预诊与故障诊断需求。ShaftAgent可灵活地集成到各种设备故障诊断与健康预诊系统,提供完整的算法类调用接口,基于该工具箱的各种信号处理模型,可迅速建立起一套完整的基于ShaftAgent的设备故障诊断与健康预诊系统,也可支持各类系统研制与学术研究。
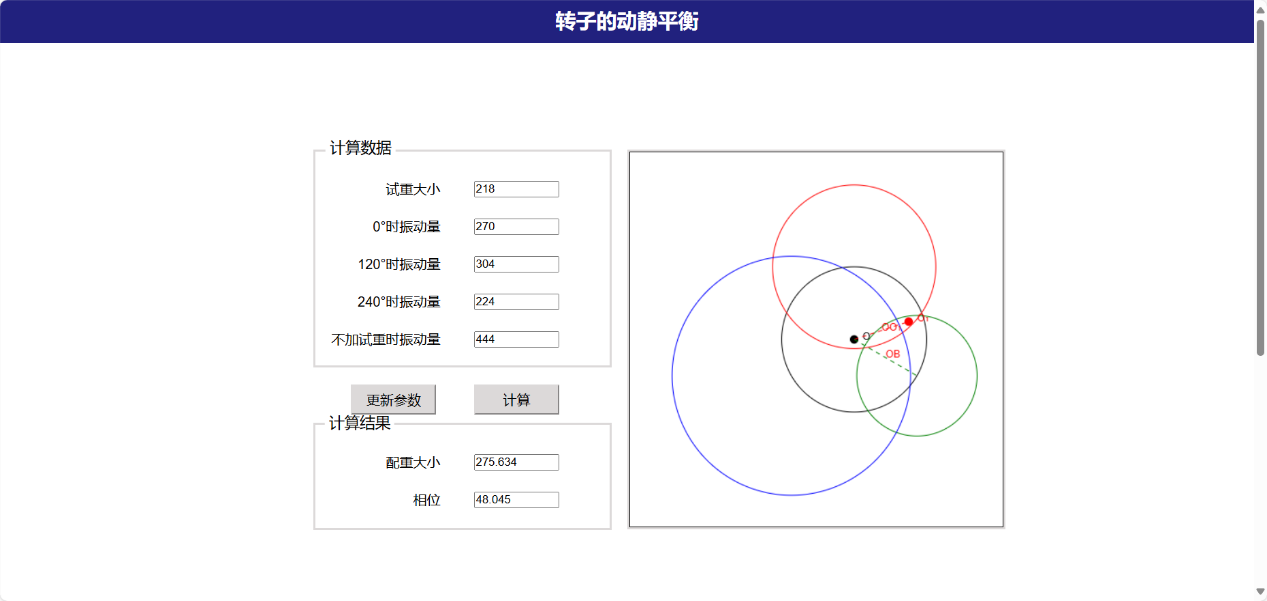
3.1转子动静平衡(Rotor Balance,RB)

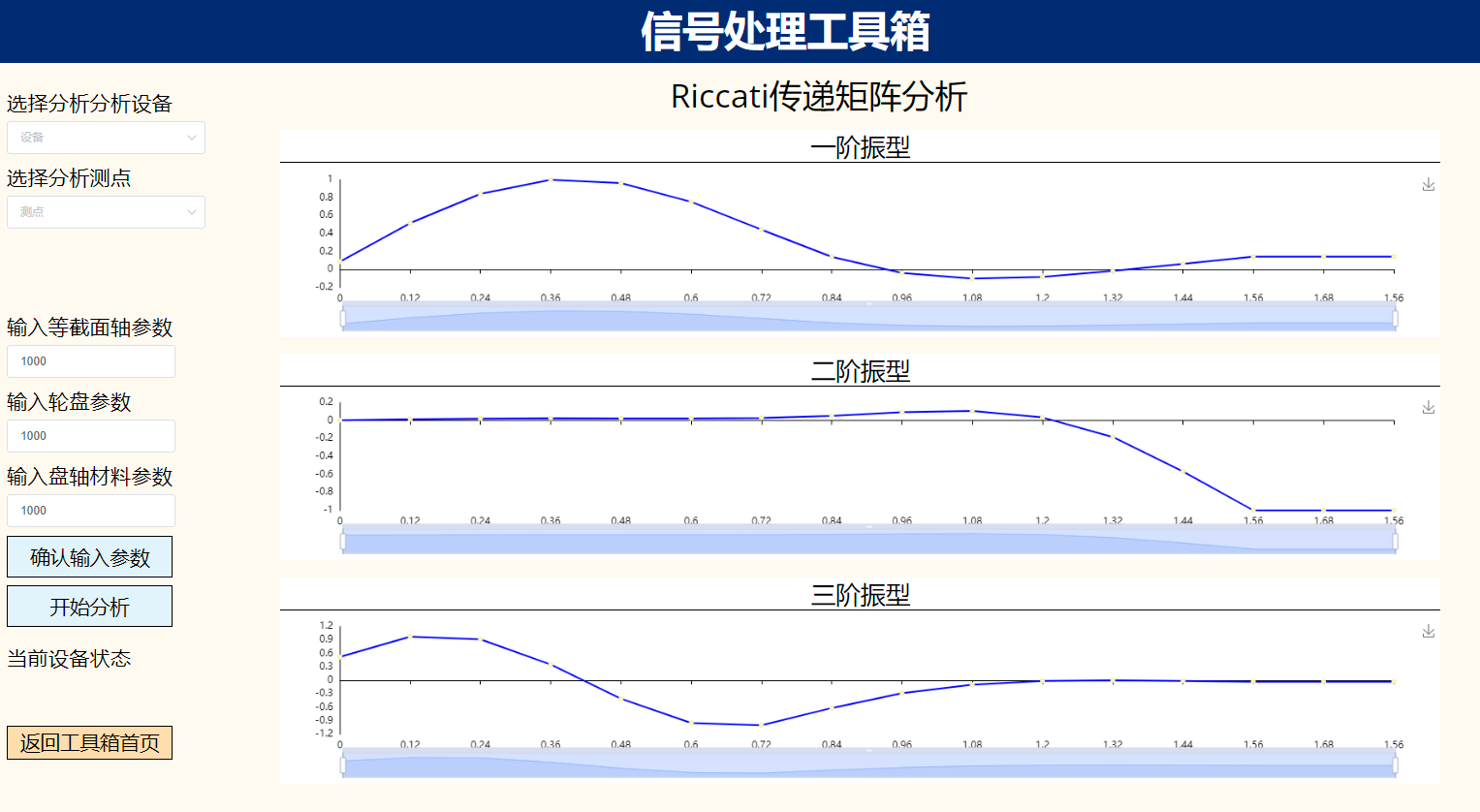
3.2Riccati传递矩阵分析
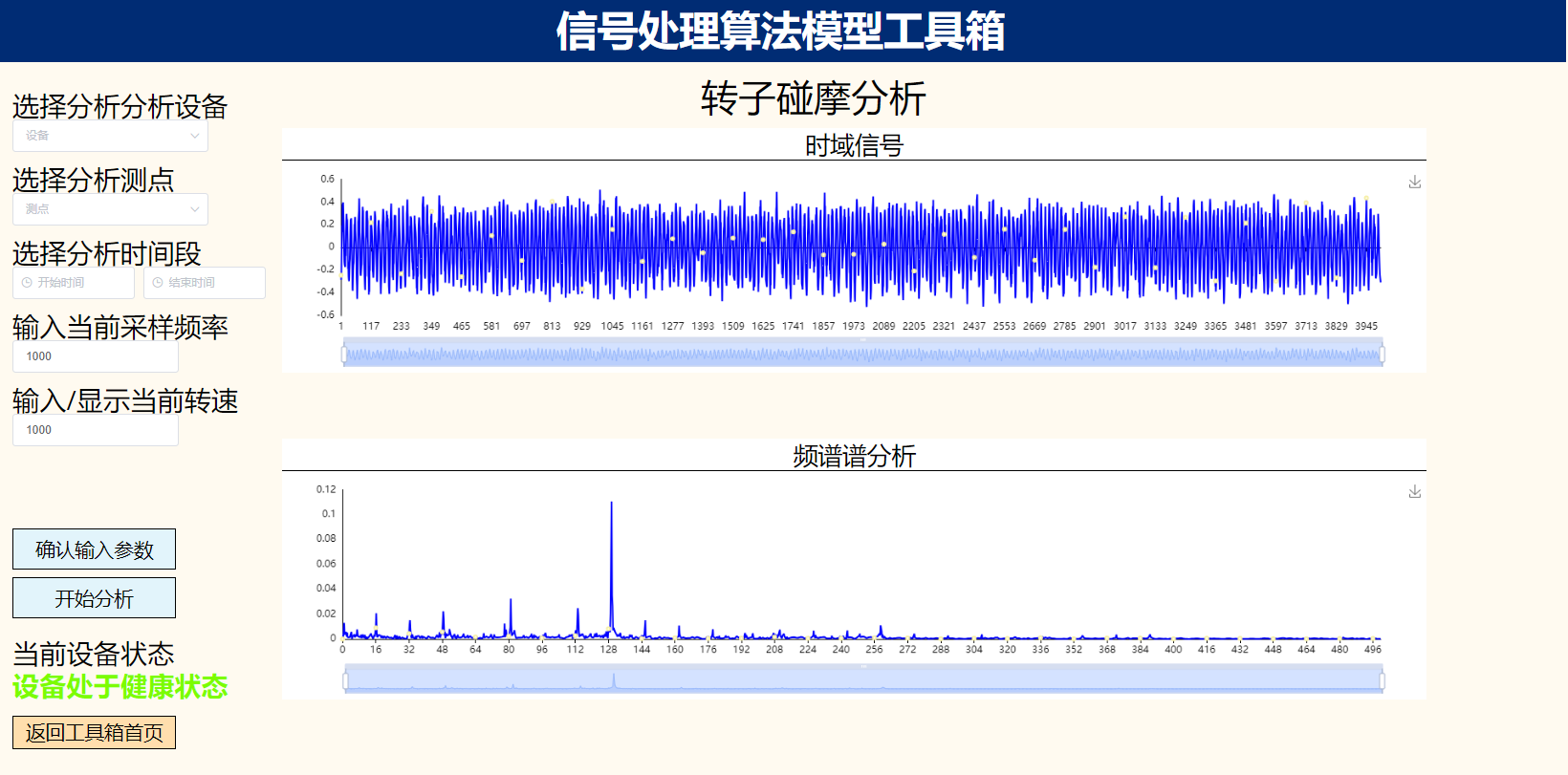
3.3转子碰摩分析
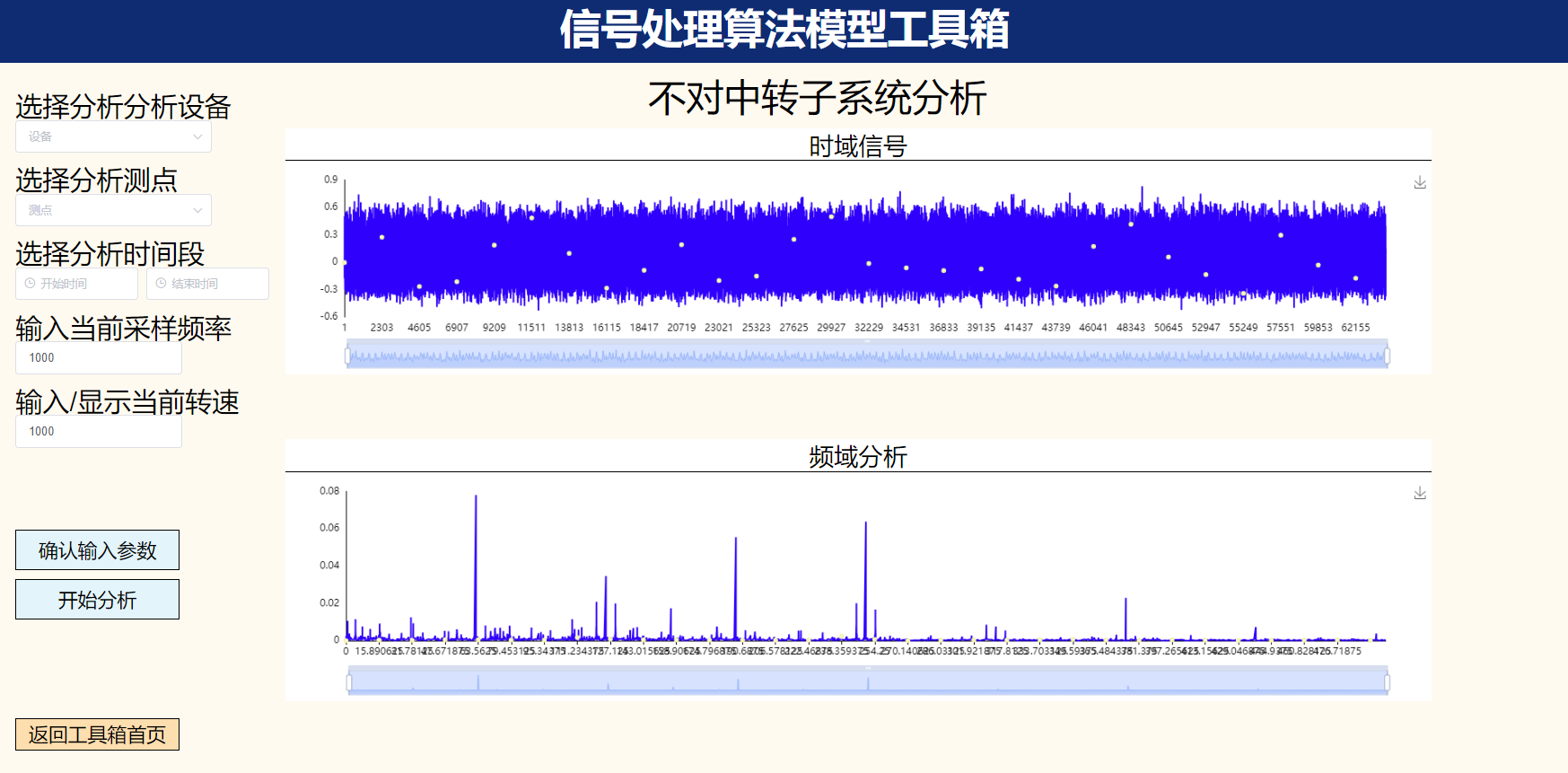
3.4不对中转子系统分析
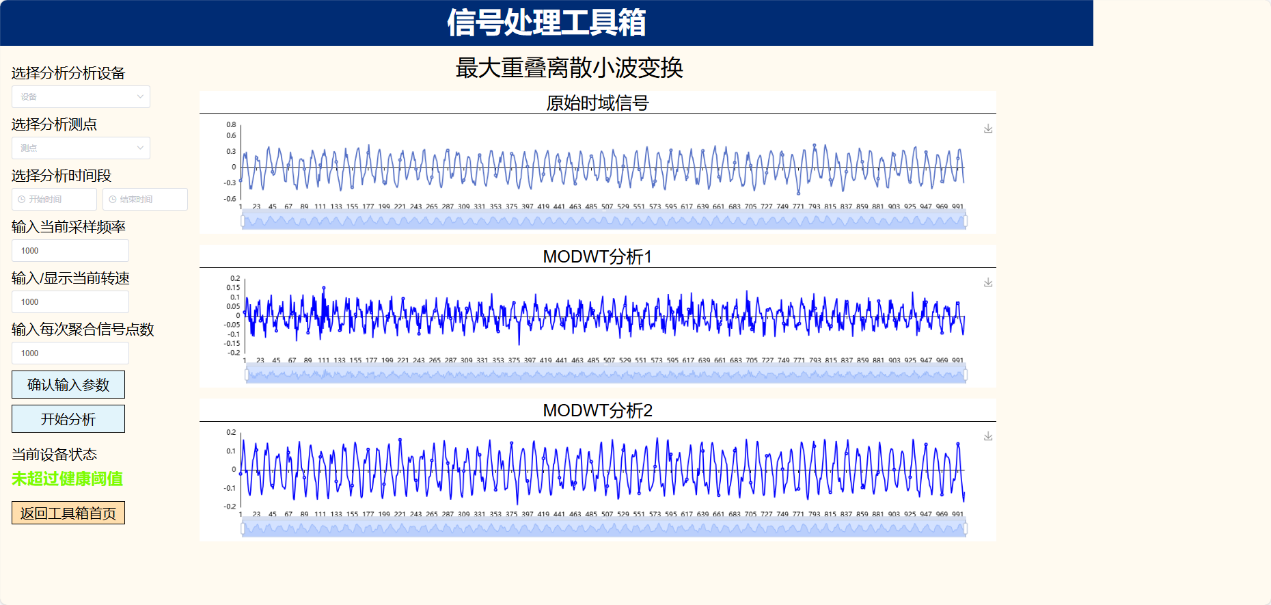
3.5 最大重叠离散小波变换
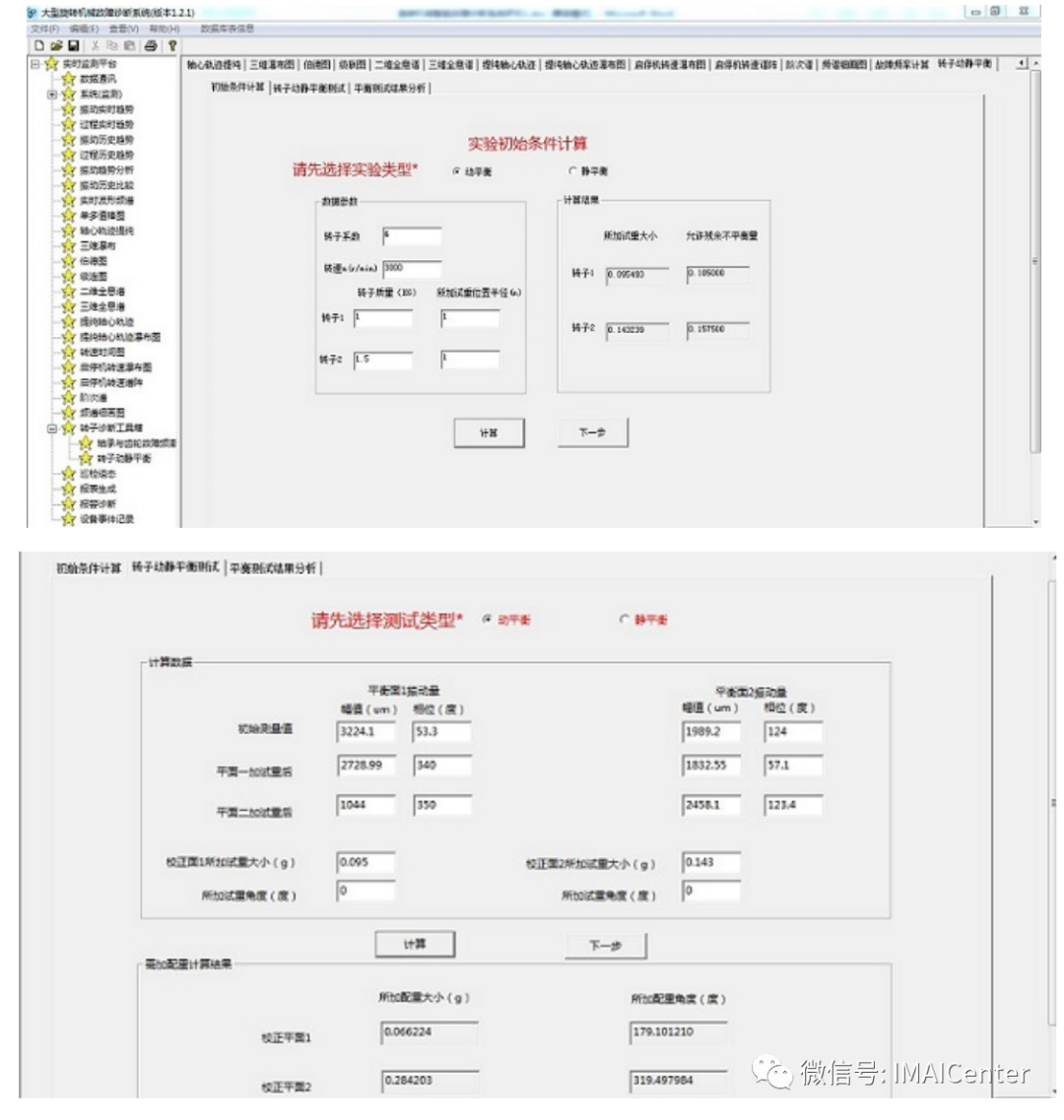
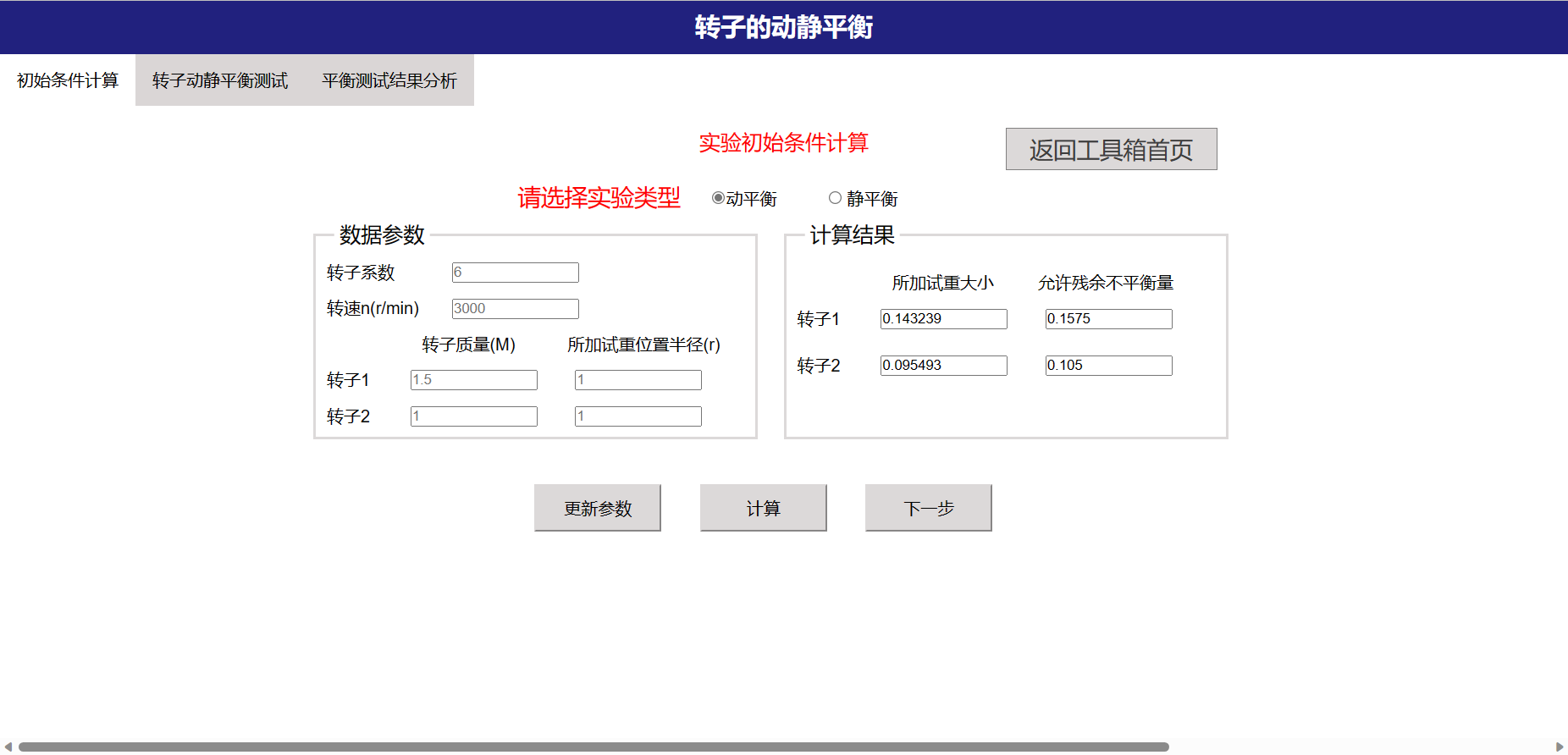
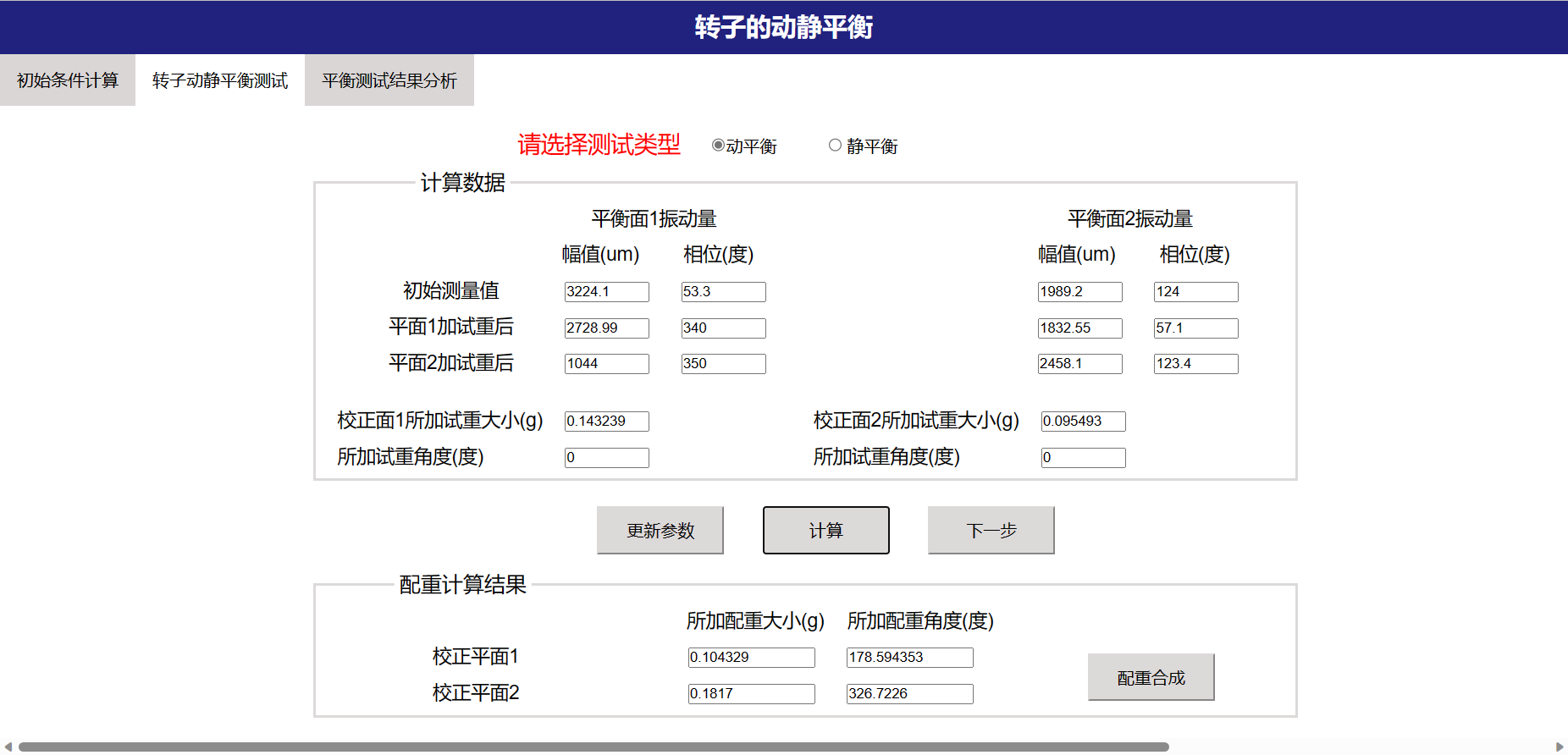
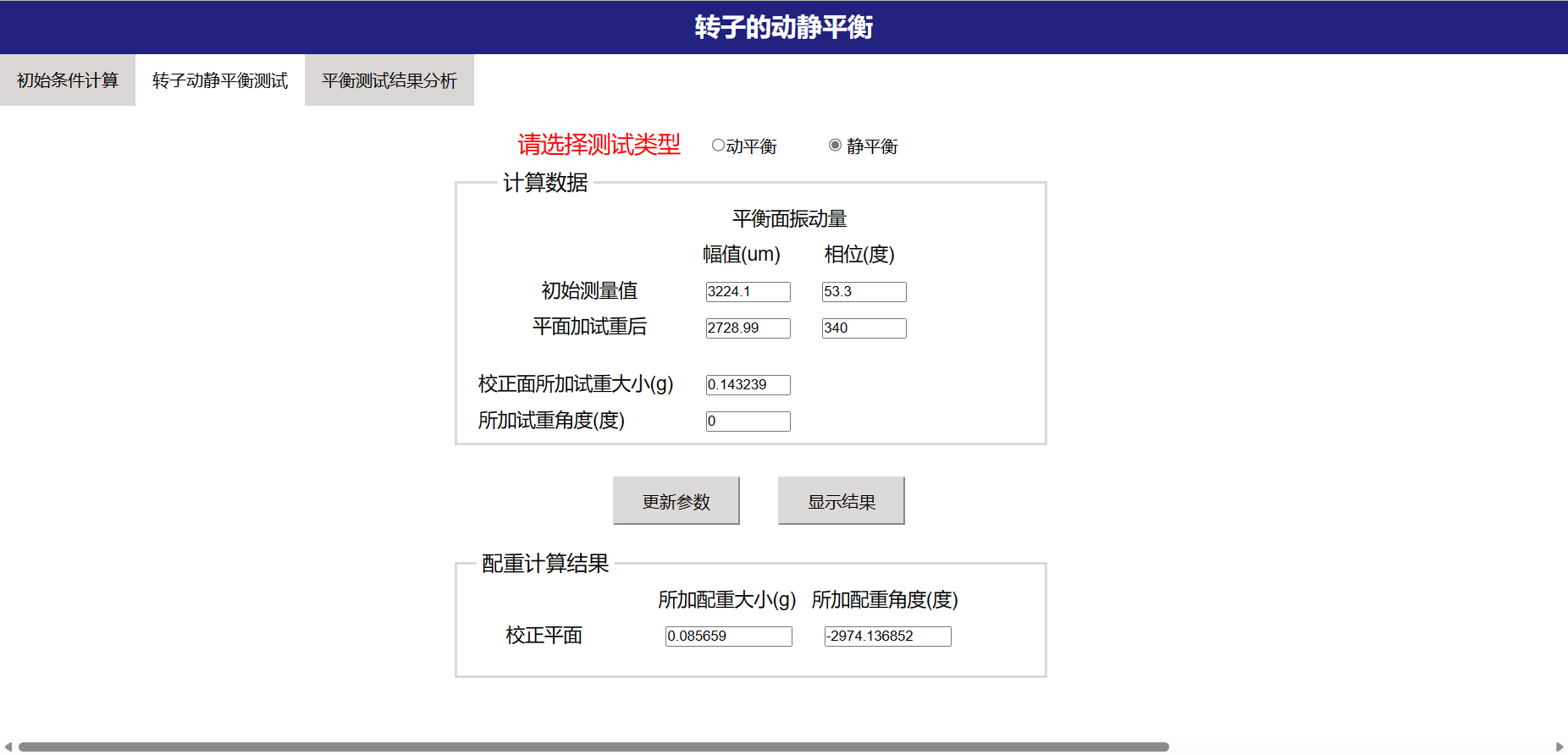
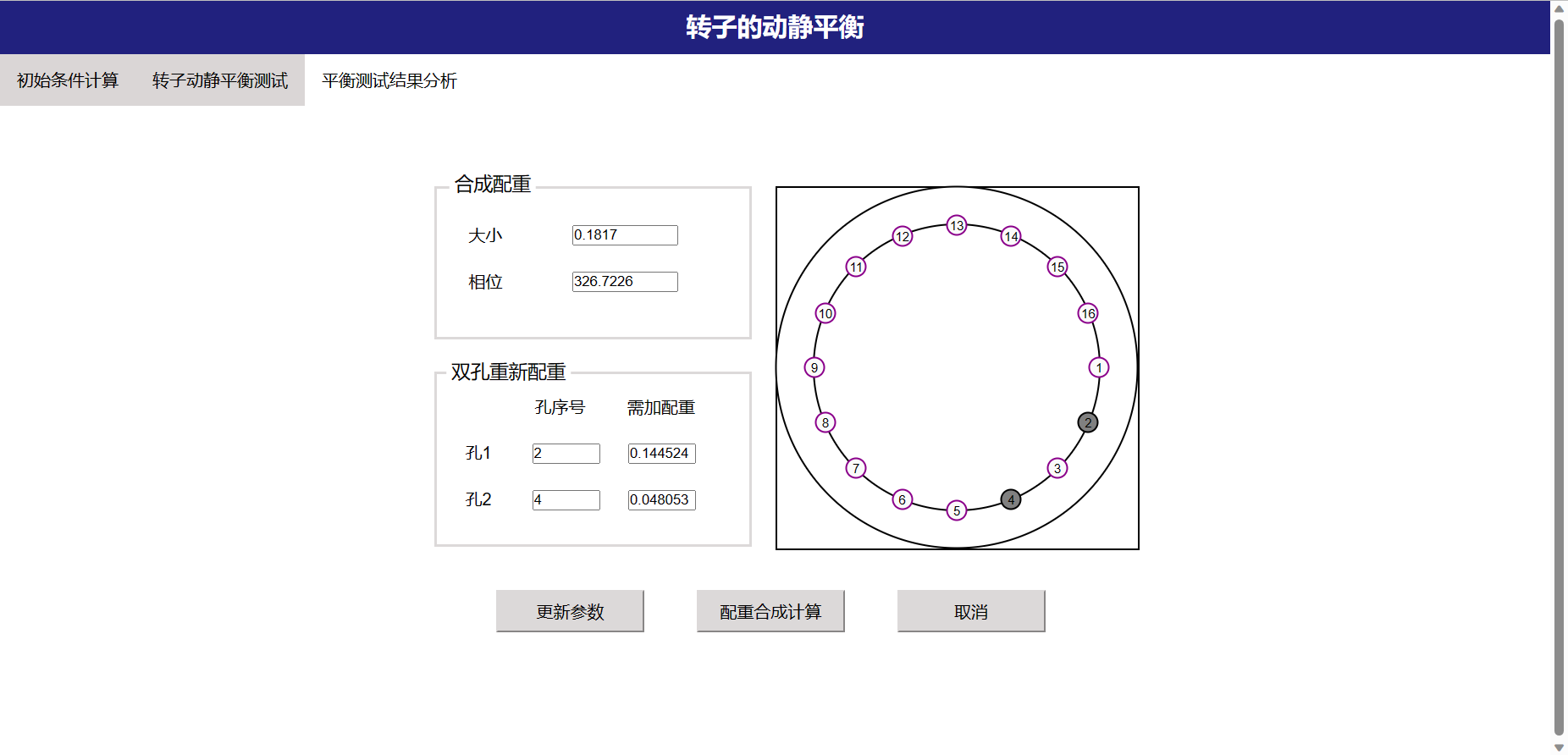
3.5转子动静平衡条件的计算(RBCC)

3.6三次试重测量法
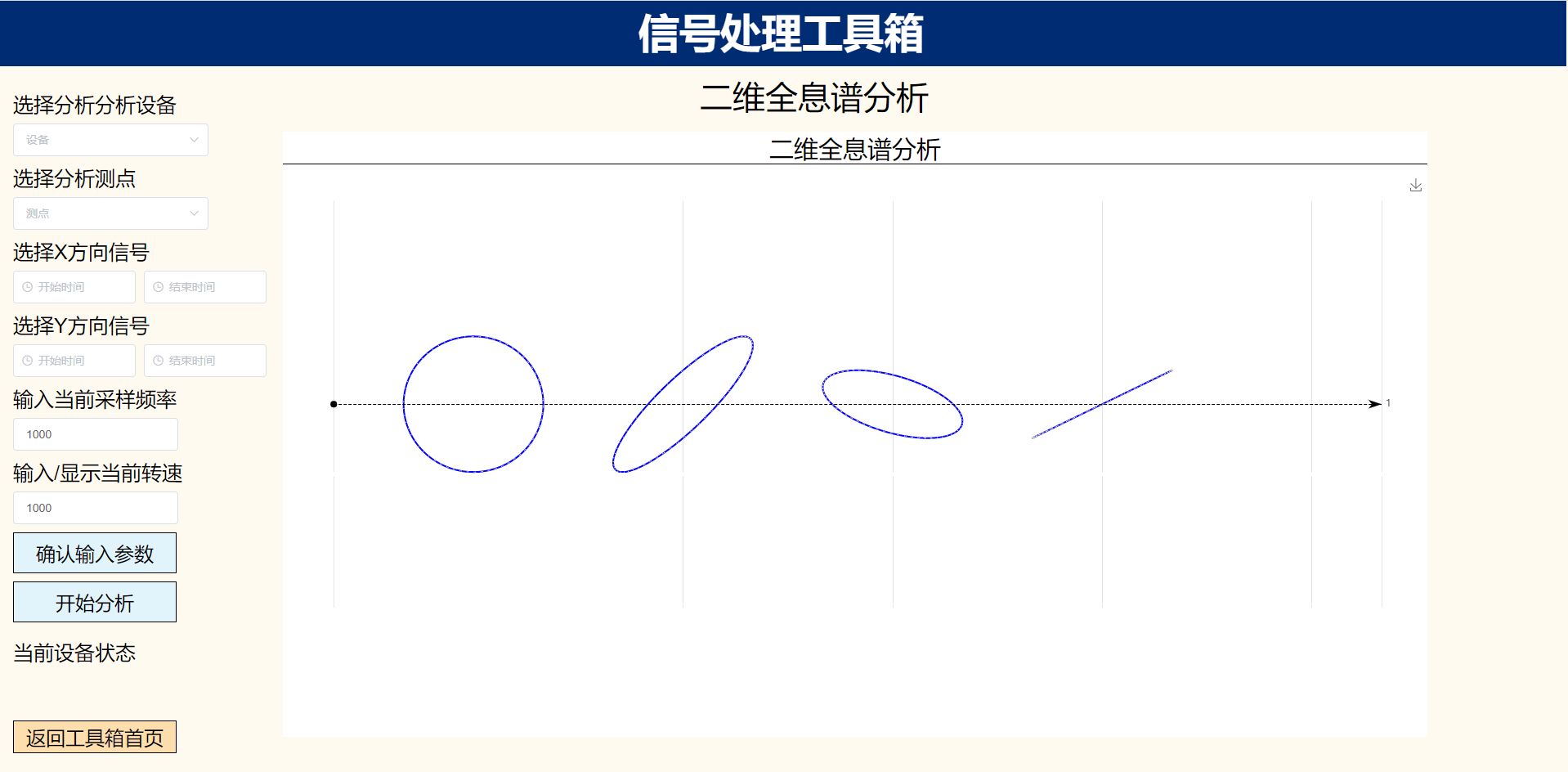
3.7二维全息谱
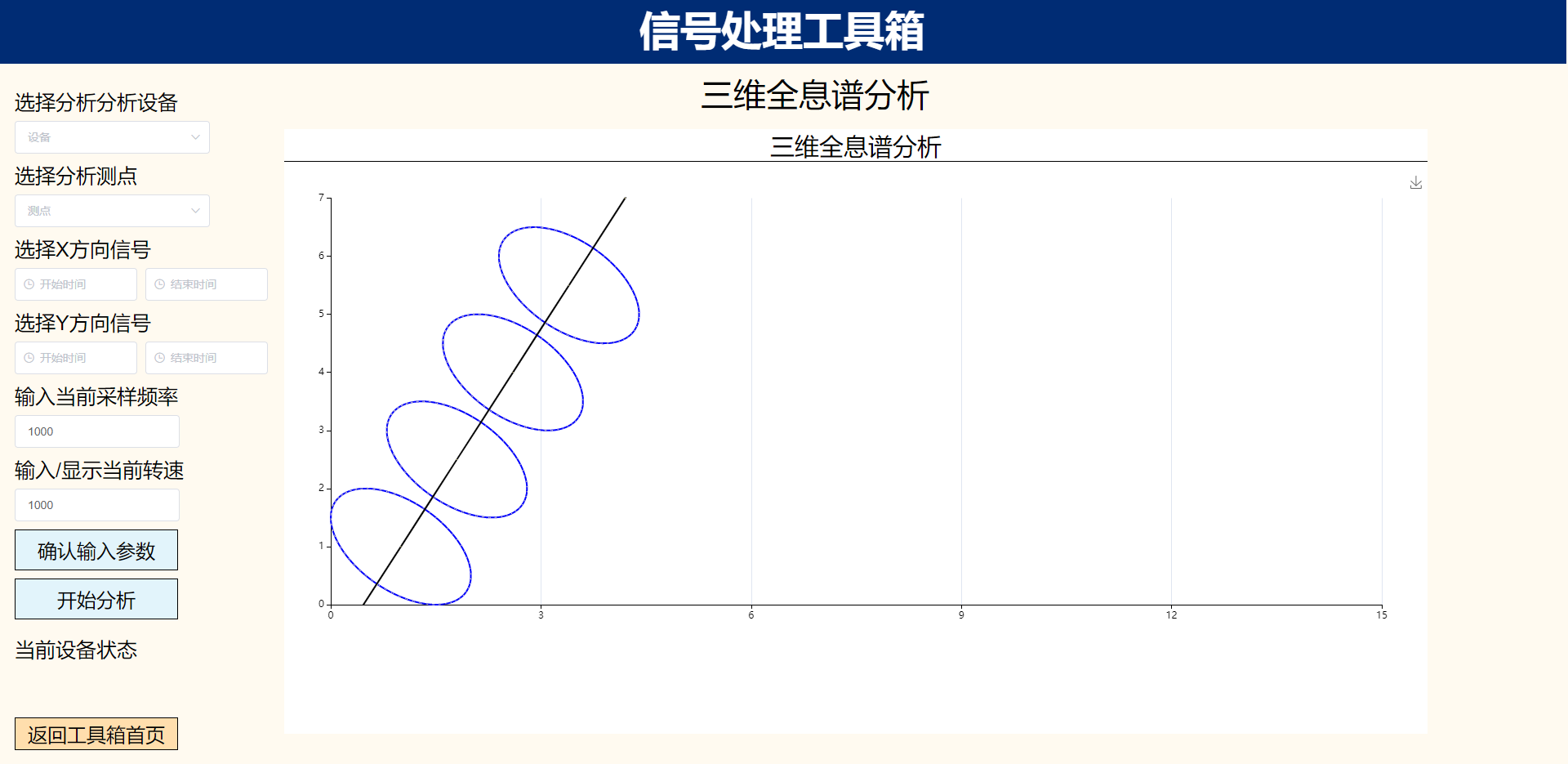
3.8三维全息谱
3.9三维阶次谱
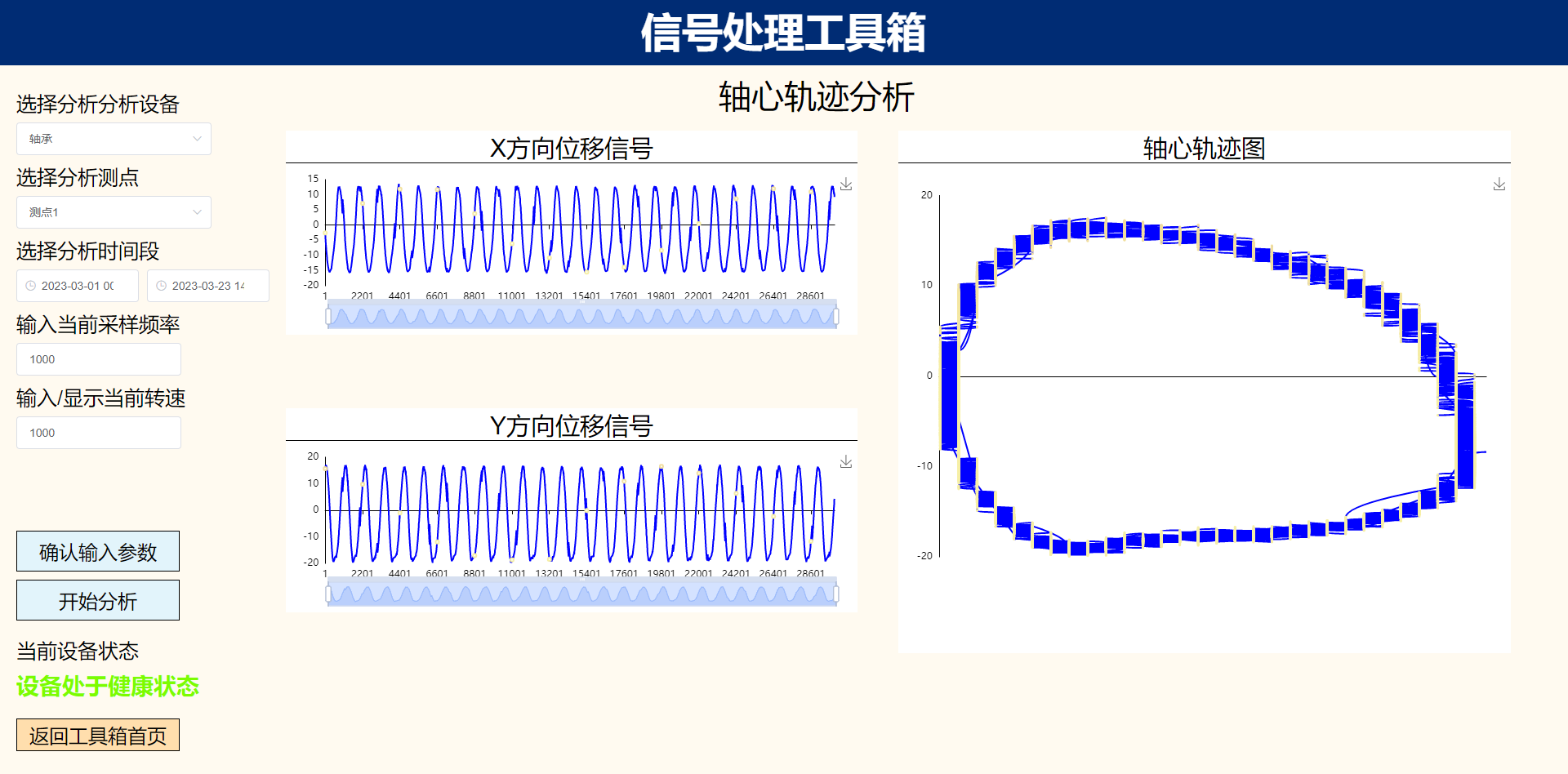
3.10轴心轨迹图
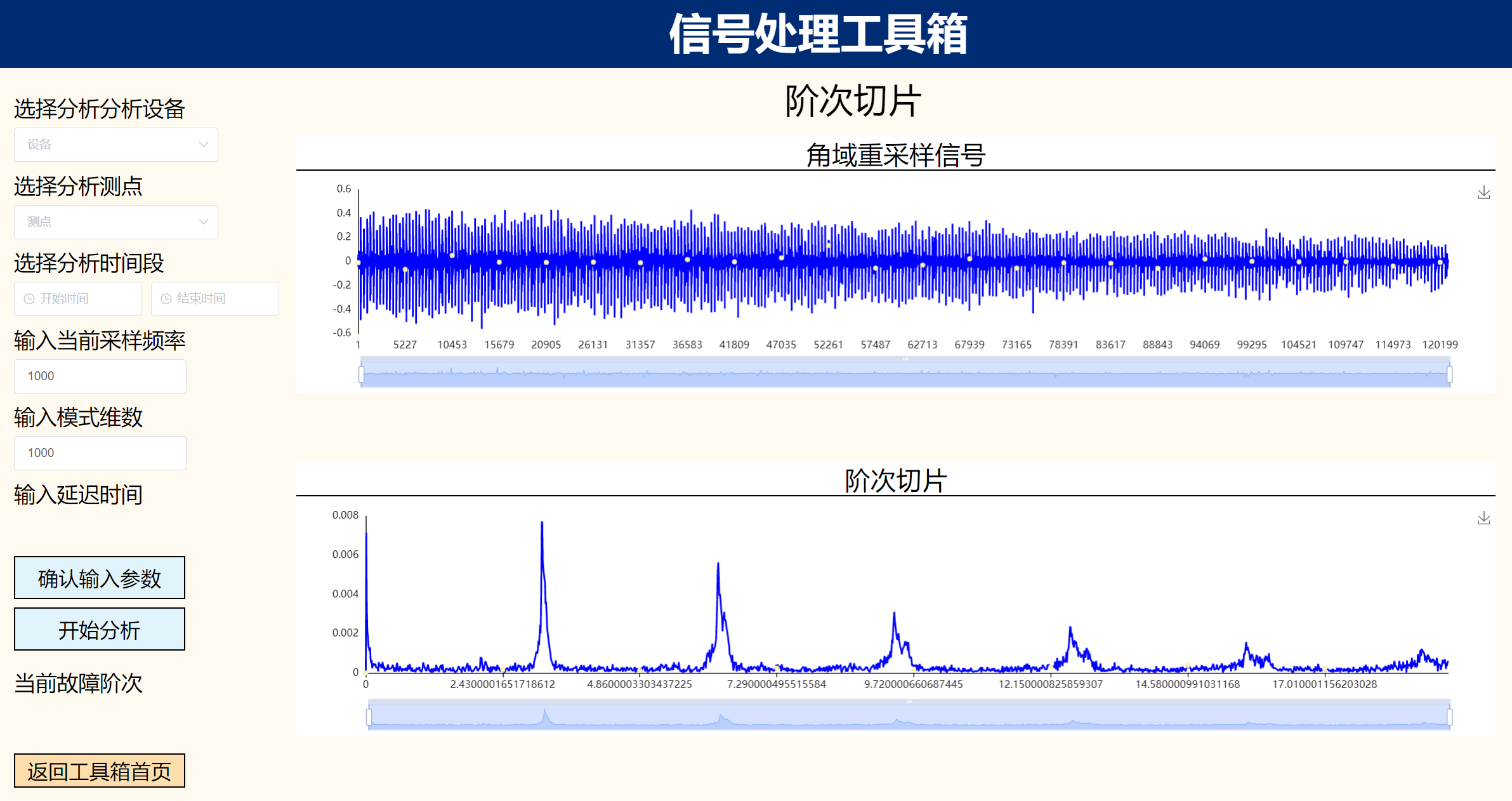
3.11阶次切片
四.大型旋转机械故障智能诊断软件系统RMMAgent
针对目前已研制开发的故障诊断系统的不足,开发基于VC++,结合SQL Server数据库等平台搭建起简便操作的旋转机械实时监控与智能故障诊断维护软件操作系统。RMMAgent实现设备实时数据采集管理、状态实时监控、历史数据比较、健康状况评估、各种故障诊断等功能,除此之外,软件还包含了一套强大的算法工具箱,其算法工具模块包含有信号处理模块、特征选择/提取模块、性能衰退与健康预测评估模块、故障诊断模块,根据关键部件的性能衰退特征和实际预诊需求选择不同的功能模块灵活组合并封装完成设备的健康预诊,同时,也可以增加新的算法模型,满足旋转机械智能预诊维护的全面需求,并将此算法工具箱投入到实际应用中,将理论研究的成果应用到实际生产监控过程中,达到对设备状态进行实时监控和故障预诊的目的。
RMMAgent系统采用三层体系架构。三层应用架构把系统分为表现层、业务逻辑层和数据层,以及算法层。由于软件被用于旋转机械故障诊断的领域,需要运用大量具有针对性的算法对不同的机械故障信号进行处理分析,因此除了这些标准的层次划分外,还设计了工具层专门包含了这些算法工具,系统框架层来响应用户输入操作的结果,满足各类以振动信号分析为主的故障诊断任务。
1. 主控界面
从主控界面可以看到,该上位机软件系统实现的功能主要有数据通信,系统监测,转子故障诊断、报表生成,报警诊断,设备事件记录等功能。图形化的操作界面,以更加明了直观的方式将设备的实时运行状态展现给操作人员,使得操作更加简便,不需要状态监测方面的专职人员维护与诊断,系统可以按照要求定期自动生成机组运行状态报表供生产、设备人员参考,并可指导设备检修,即使是技术水平不高的工人也可应用此软件对设备进行监测。
2. 数据库管理
2.1. 设备信息管理
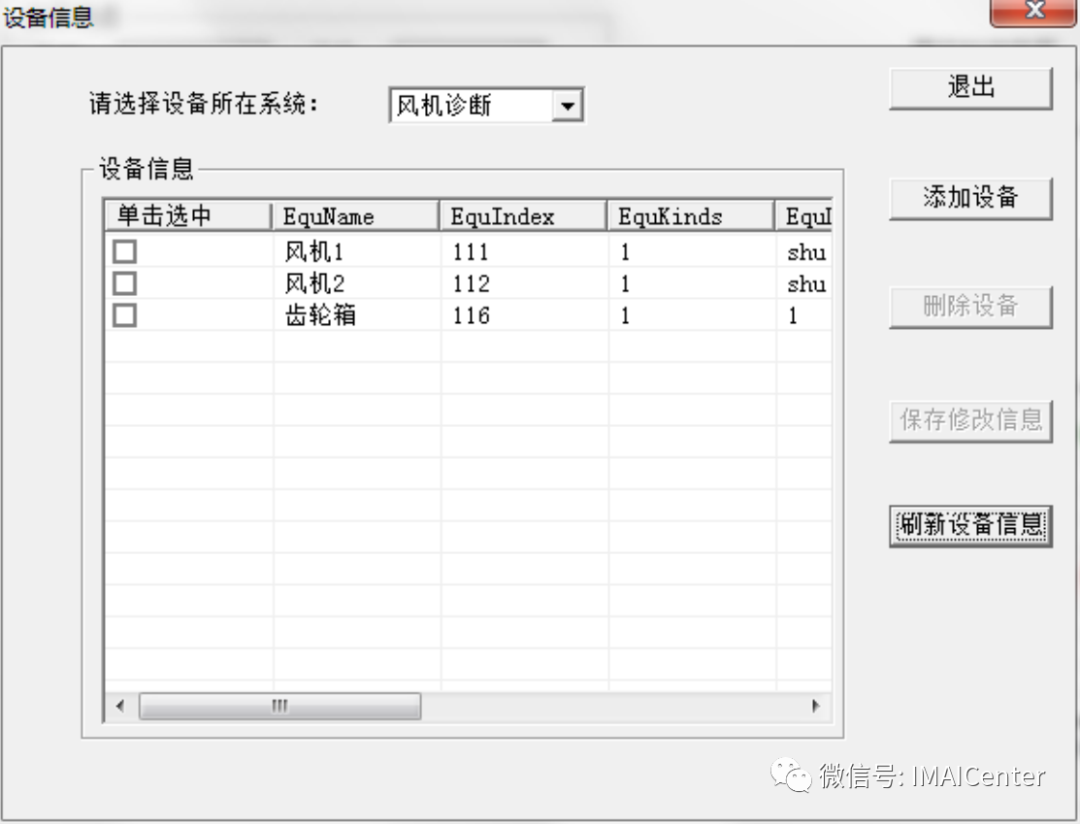
通过选择设备所在系统,对系统的设备信息进行修改。包括:添加、删除、保存。在list表单中可以直接修改。
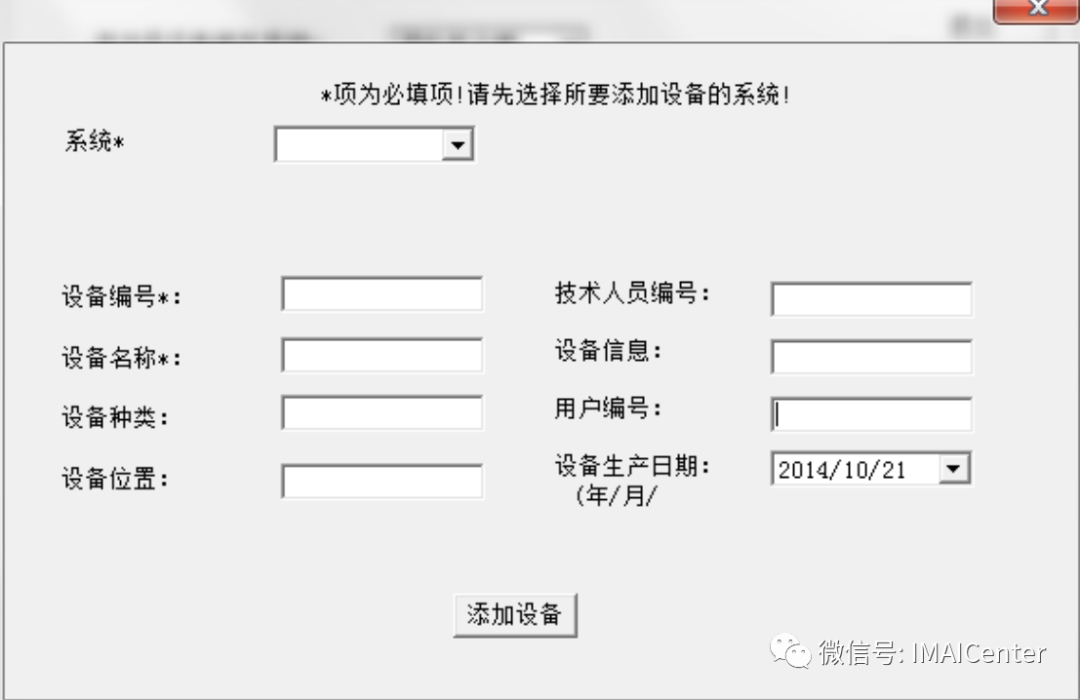
上图为设备信息添加界面,包括所属系统、设备编号、名称、种类等,加星号的项目为必填项目。
3. 时频域的实时和历史分析
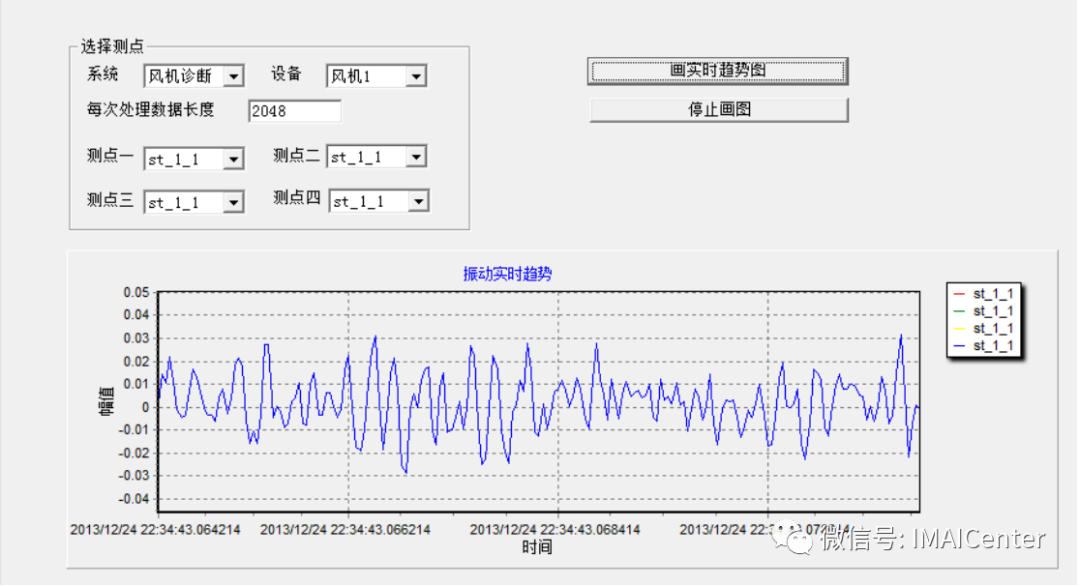
3.1. 振动实时趋势
振动实时趋势,以当天凌晨为起始点,显示出当前选定的系统下设备上的测点的振动情况,绘制同一轴上不同测点的实时振动波形图。
在信息设置栏中分别选择好系统、设备、单位处理数据长度(1024的倍乘数)、测点以后,点击【画实时趋势图】开始刷新显示,单击【停止】停止显示,界面如下图所示:
3.2. 过程实时趋势
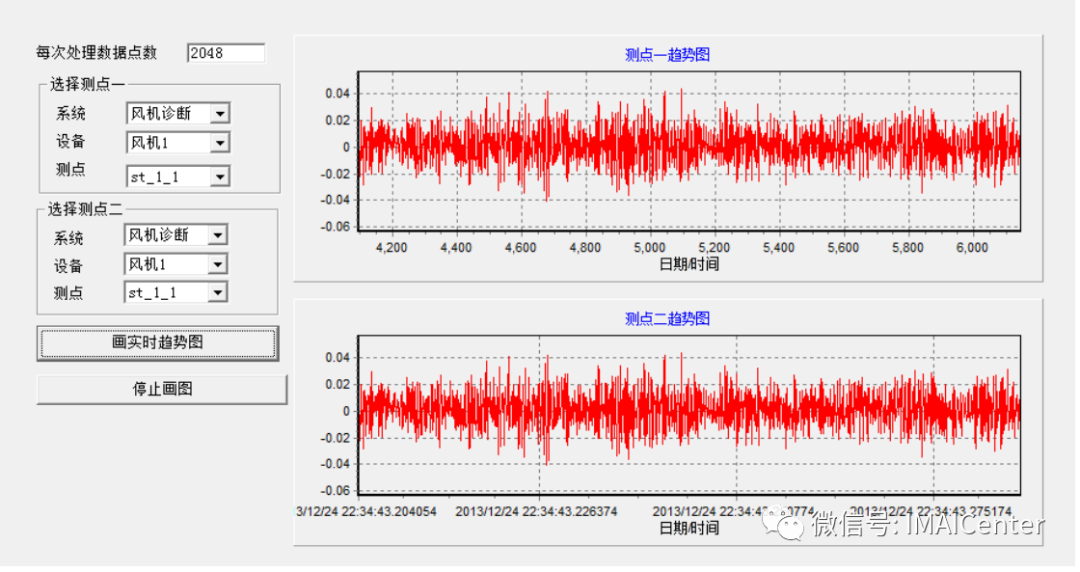
根据用户选择的系统、设备及测点,绘制同一轴上不同测点的实时振动波形图,根据各测点波形图的不同可以大体判断出哪个工位上的轴承已经出现问题。
在信息设置栏中分别选择好系统、设备、测点以后,点击【画实时趋势图】开始刷新显示,单击【停止画图】停止显示,界面如下图所示:
3.3. 振动历史趋势
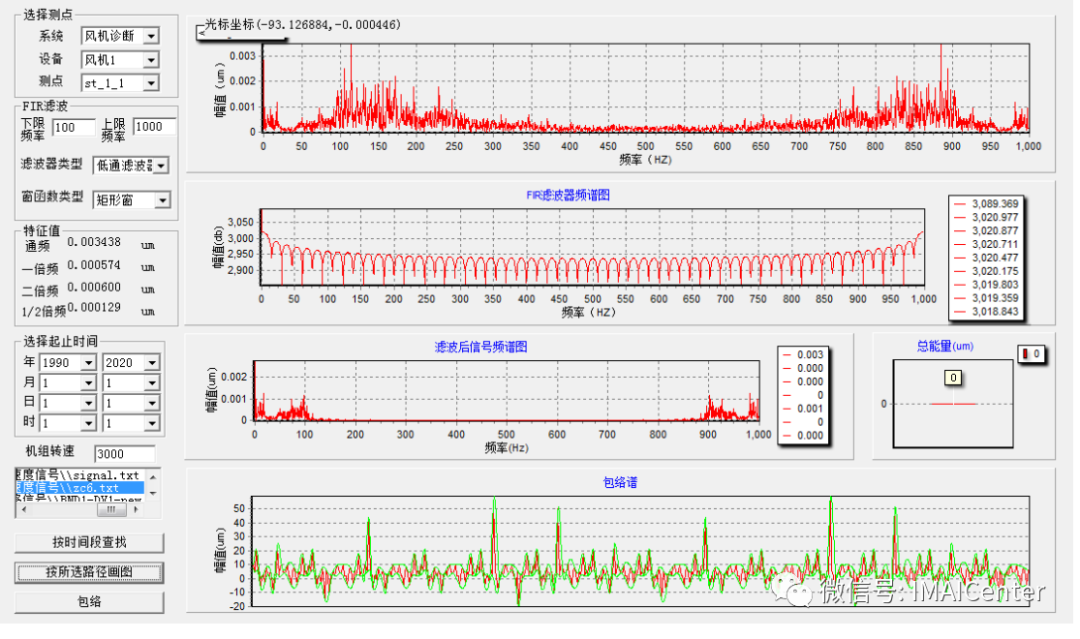
用户可选择要检查的系统、设备及测点,通过上位机系统对数据库中实时采集的数据绘制设备多个测点的振动信号的实时波形图,并实时绘制出相应的波形频谱,通过观察设备多个测点振动信号的时域、频域波形图、包络信号,监测设备是否运行正常。
在信息设置栏中分别选择好系统、设备、测点以后,设置检索历史信息的起始时间,【按时间查找】显示数据库记录列表,选择相应历史数据文件,点击【按所选路径画图】对数据进行处理,点击【包络】对原始时域信号进行包络处理,滤波器相关设置介绍:
滤波设置:上、下截止频率;
滤波器类型选择:高通、低通、带通、带阻;
窗函数选择:矩形窗、三角窗、海明窗、汉宁窗、blackman等;
界面如下图所示:
3.4. 过程历史趋势
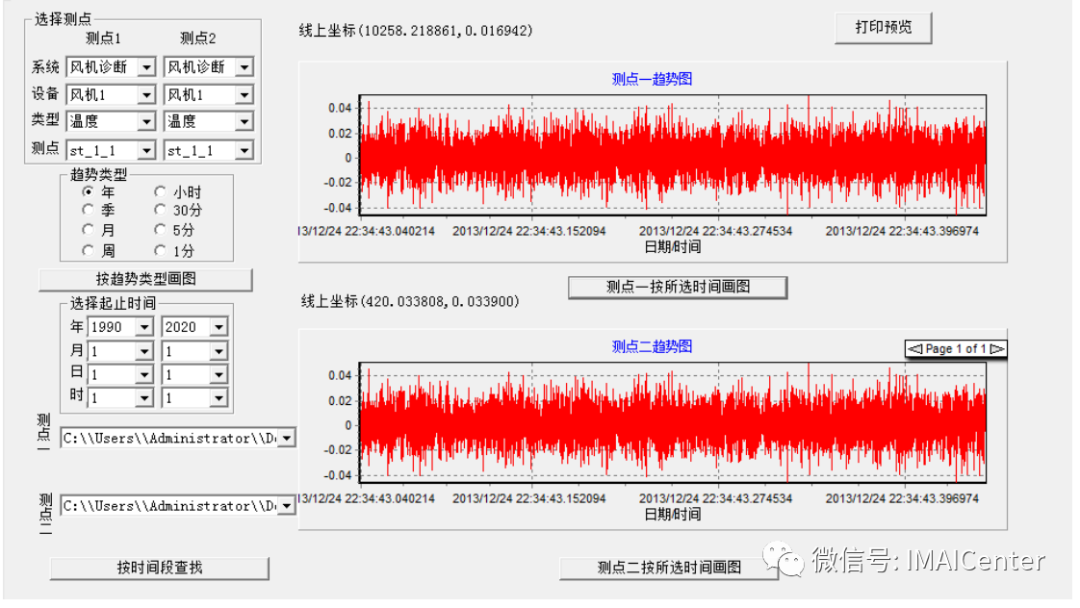
根据用户选择的系统、设备及测点,对设备某一测点一段时间范围内所采集的数据绘制这一测点的振动历史时域波形图,通过对实时信号波形图和历史信号波形图进行对比,监测设备是否运行正常。
在信息设置栏中分别选择好系统、设备、测点以后,设置检索历史信息的起始时间,点击【按时间查找】显示数据库记录列表,并显示在下拉别表中,设置趋势类型【年、季、月、周等】以后,在下拉列表中选择相应历史数据文件,点击【按所选时间画图】对数据进行处理,界面如下:
3.5. 振动趋势分析
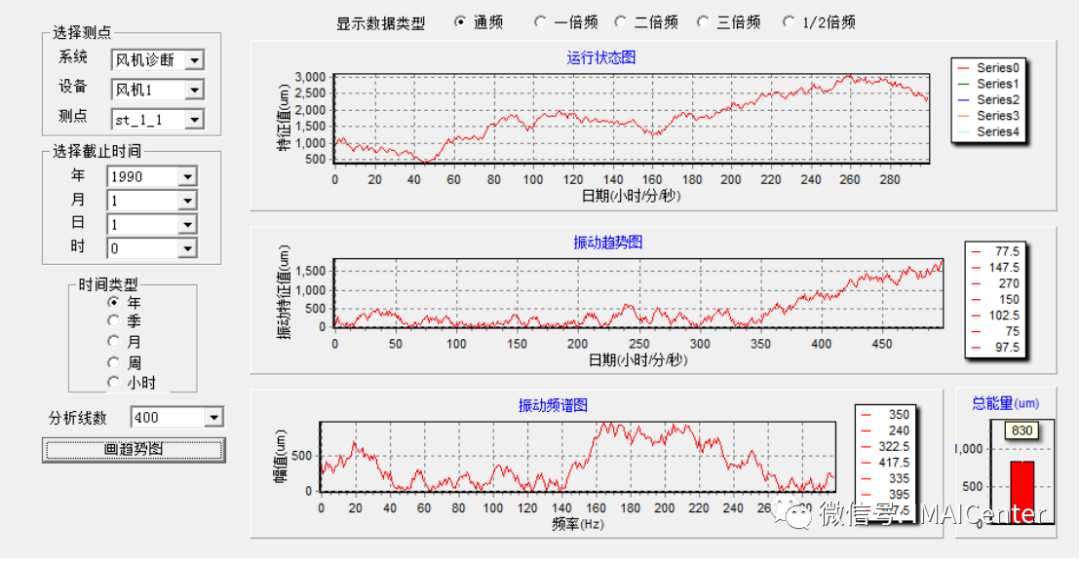
用户可选择要检查的系统、设备及测点,按照选取的时间类型(年、季、月、周),通过上位机系统对数据库中某一截止时间之前所采集的数据绘制设备测点的振动信号波形图,并对所采集的振动信号进行分析,绘制这一时间段的信号频谱图,对设备振动情况做振动趋势分析,并计算信号的总能量。
在信息设置栏中分别选择好系统、设备、测点以后,设置检索的截止时间,设置趋势类型【年、季、月、周等】以后,点击【画趋势图】对数据进行处理,界面如下:
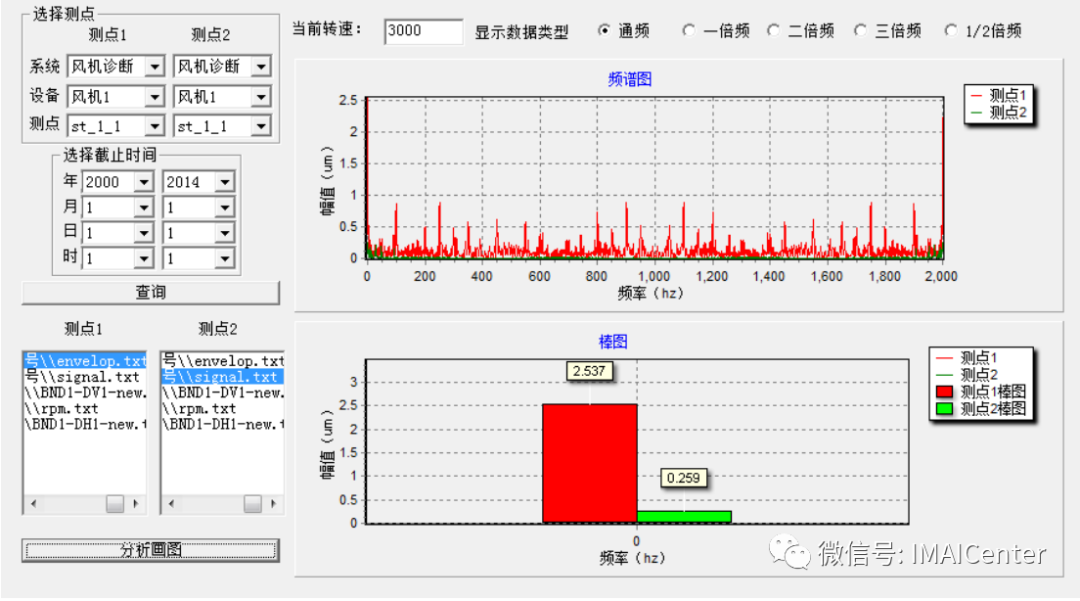
3.6. 振动历史比较
用户可选择要检查的系统、设备及测点,通过上位机系统对设备不同测点一段时间内所采集的数据绘制测点的振动历史频域波形图,并对这些数据进行分析,绘制设备不同测点振动信号在其通频、一倍频、二倍频、三倍频和1/2倍频处的棒图,对比不同测点频谱图和棒图,监测设备是否运行正常。
在信息设置栏中分别选择好系统、设备、测点以后,设置检索历史信息的起始时间,点击【查询】显示对比测点在数据库中的记录列表,并显示在对应的别表中,设置好比较类型【通频,一倍频,二倍频等】以后,在列表中选择相应历史数据文件,点击【分析画图】对数据进行处理,界面如下:
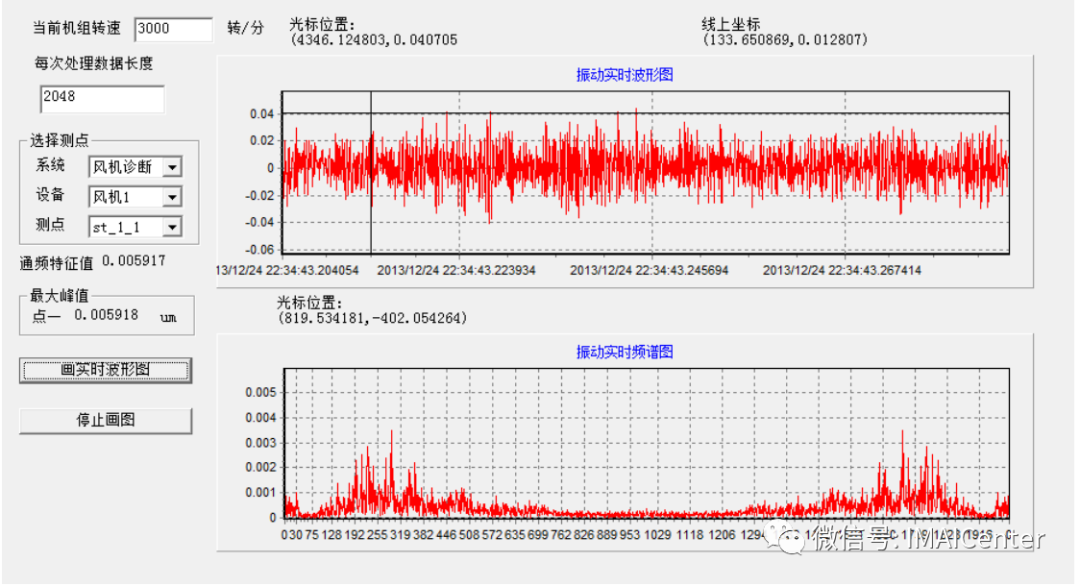
3.7. 实时波形频谱
可选择要检查的系统、设备及测点,通过上位机系统对数据库中实时采集的数据绘制设备多个测点的振动信号的实时波形图,并实时绘制出相应的波形频谱,通过观察设备多个测点振动信号的时域、频域波形图,监测设备是否运行正常。
在信息设置栏中分别选择好系统、设备、测点以后,点击【画实时波形图】对当前菜鸡的数据进行实时处理,界面如下:
4. 信号分析处理
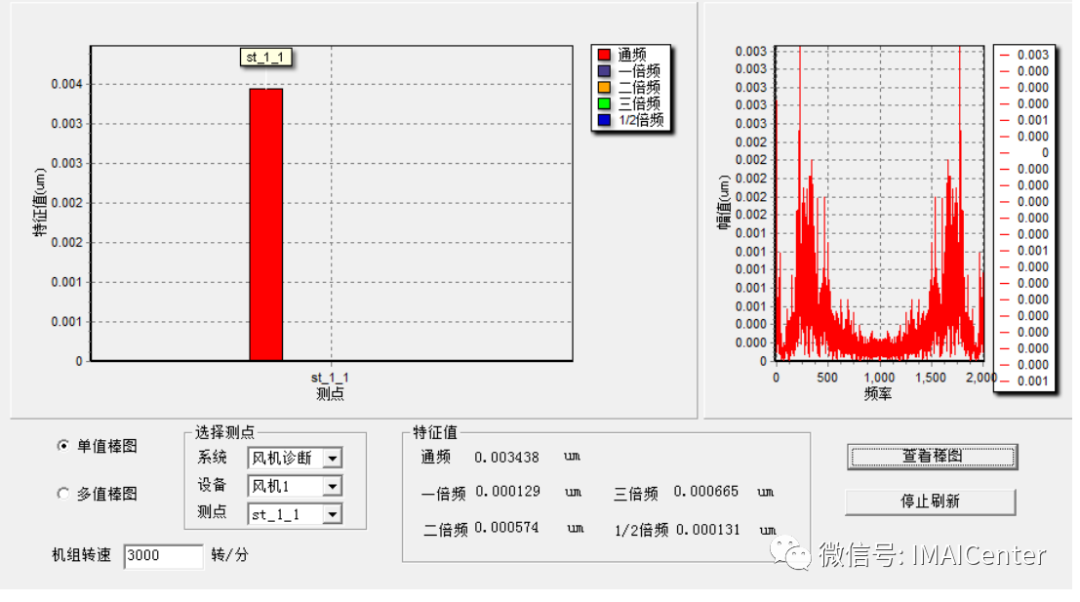
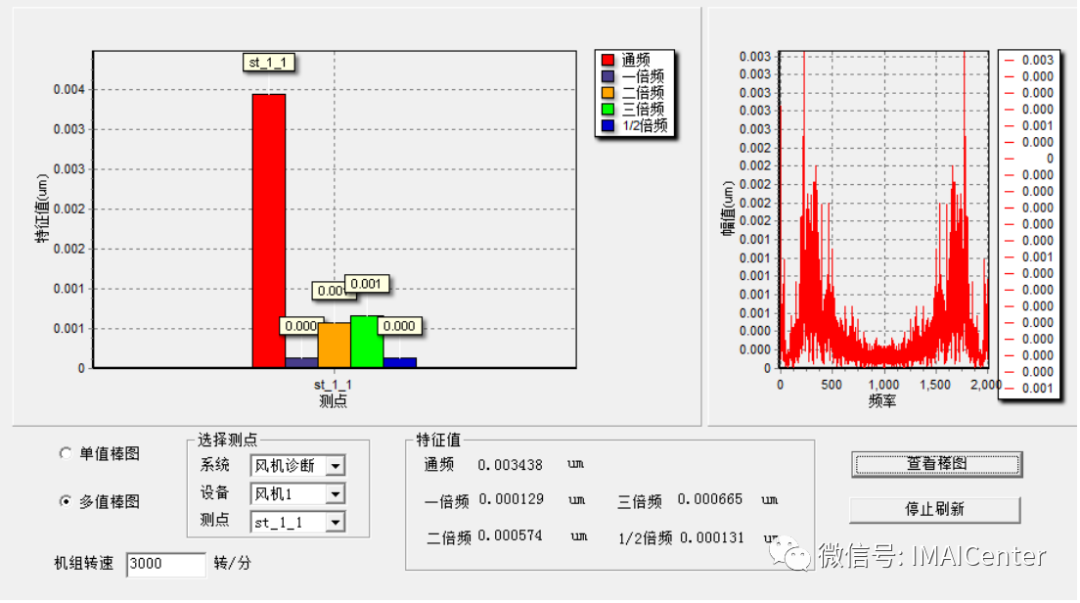
4.1. 单多值棒图
根据用户选择的系统、设备及测点,对采集的数据在不同倍频下绘制单值或者多值棒图,还可观察设备某一测点振动信号的频域特征值。
在信息设置栏中分别选择好系统、设备、测点以后,填写机组转速,选择要分析的棒图类型【单帮图、多值棒图】,点击【查看棒图】对数据进行处理,界面如下:
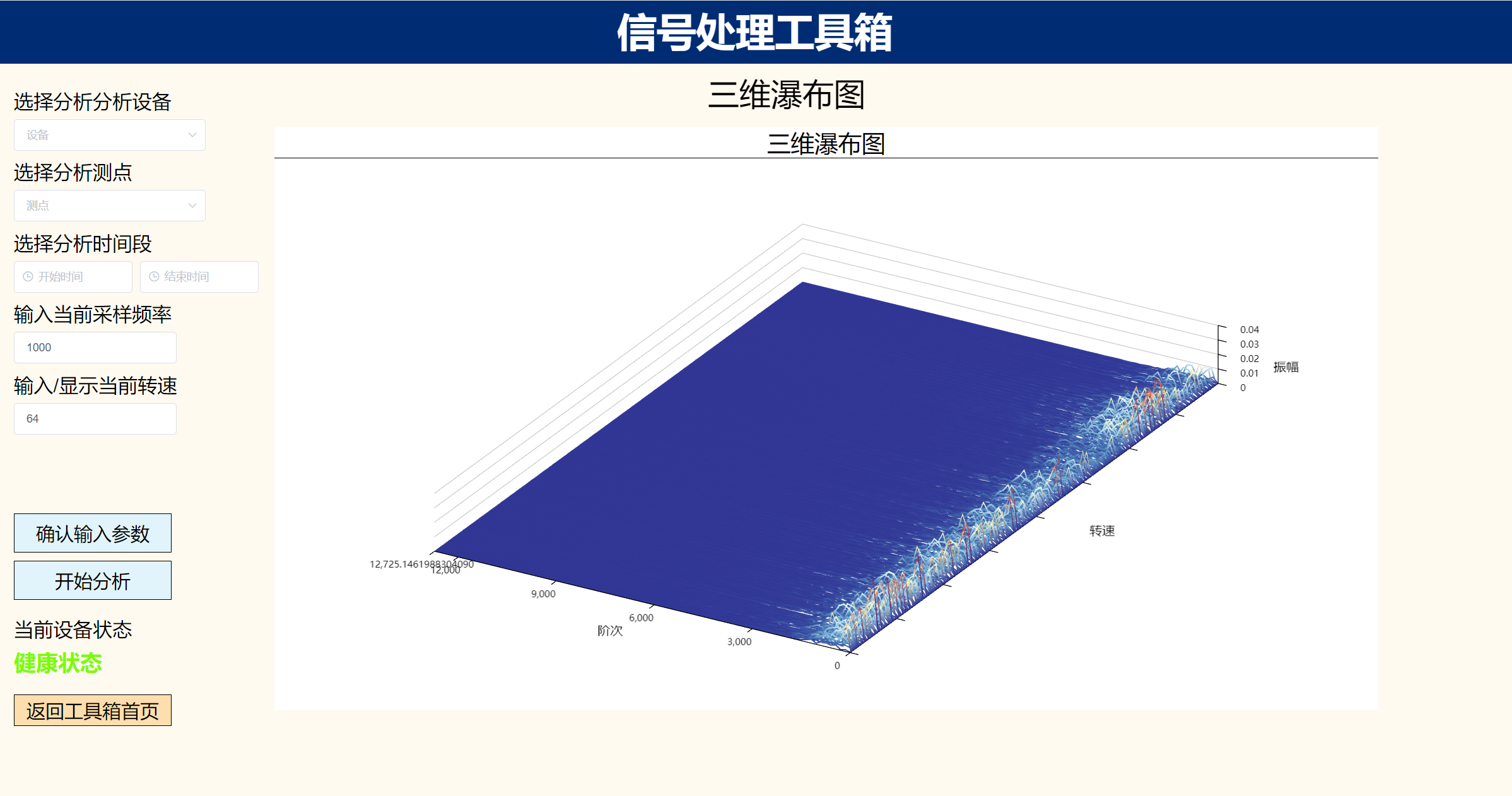
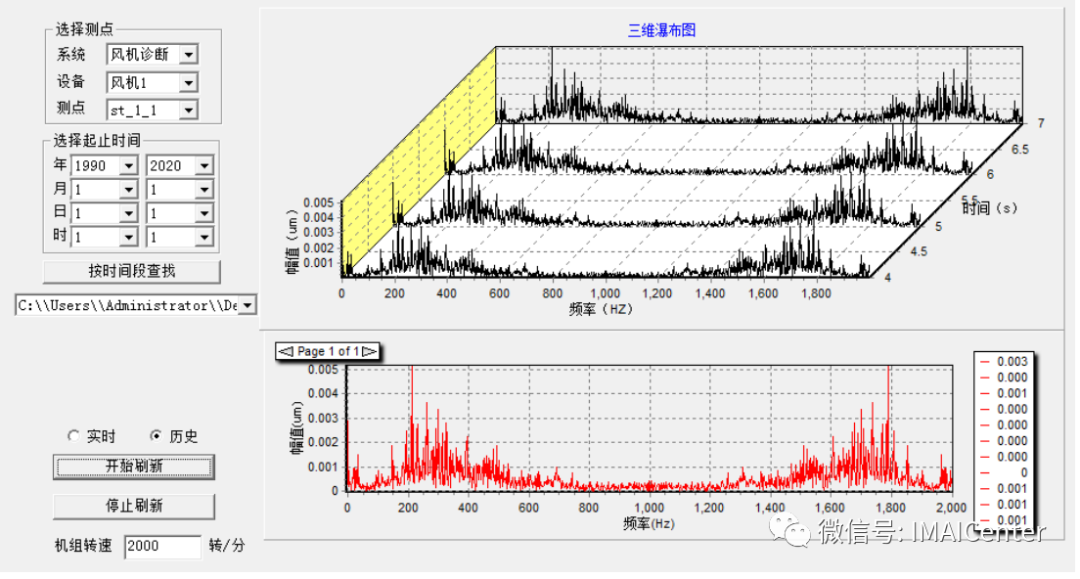
4.2. 三维瀑布图
三维瀑布图显示的是选定监测点在某一段时间内同一转速下各种频率成分大小随时间变化的趋势。用户可选择要检查的系统、设备及测点,按照所选择的时间段,通过上位机系统对数据库中采集的数据绘制设备某一测点的波形频谱图,绘制图形增加了时间轴,使信号特征更加明显。
历史数据显示:在信息设置栏中分别选择好系统、设备、测点以后,设置检索历史信息的起始时间,点击【按时间查找】显示数据库记录列表,并显示在下拉别表中,在下拉列表中选择相应历史数据文件,系统会自动切换到历史数据处理,点击【开始刷新】对数据进行处理。
实时数据显示:在信息设置栏中分别选择好系统、设备、测点以后,选择【实时】选项,点击【开始刷新】对当前菜鸡的数据进行实时处理显示。
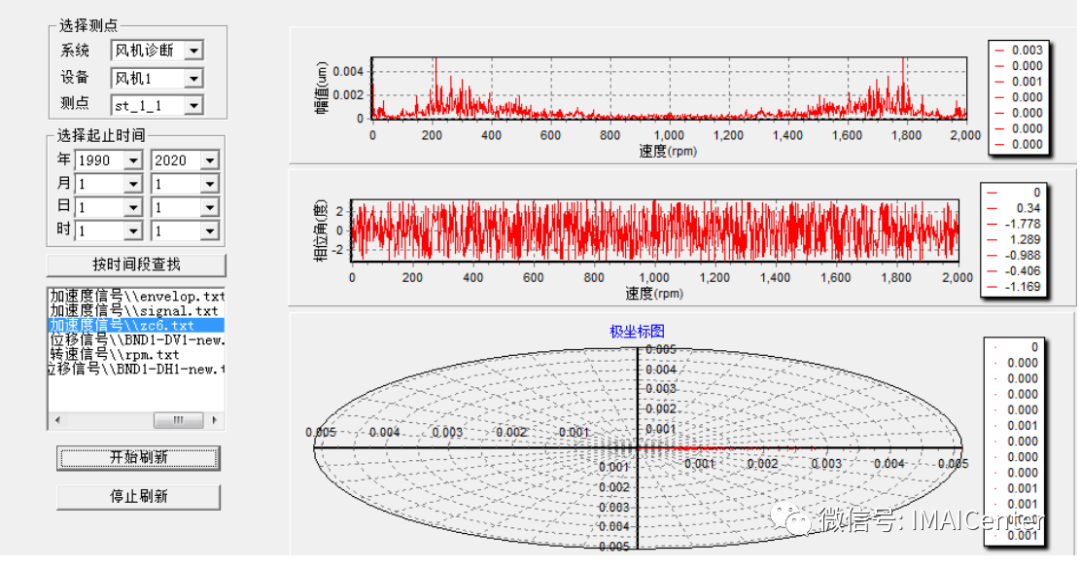
4.3. 伯德图
旋转机械的启停机过程中的振动信号是旋转机械动态特性和故障特征的外在反映,它包含了很多特殊信息,Bode图主要是用来绘制在启停机时,转速随时间的变化而变化的情况。如果旋转机械有潜在故障,启停过程中的振动信号就会表现出来,便于及时处理机械故障。极坐标图是以极坐标的形式显示选定机组2个振动通道在不同倍频下的幅值和相位的趋势、历史或起停机变化趋势
历史数据显示:在信息设置栏中分别选择好系统、设备、测点以后,设置检索历史信息的起始时间,点击【按时间段查找】显示数据库记录列表,并显示在别表中,在列表中选择相应历史数据文件,点击【开始刷新】对数据进行处理。
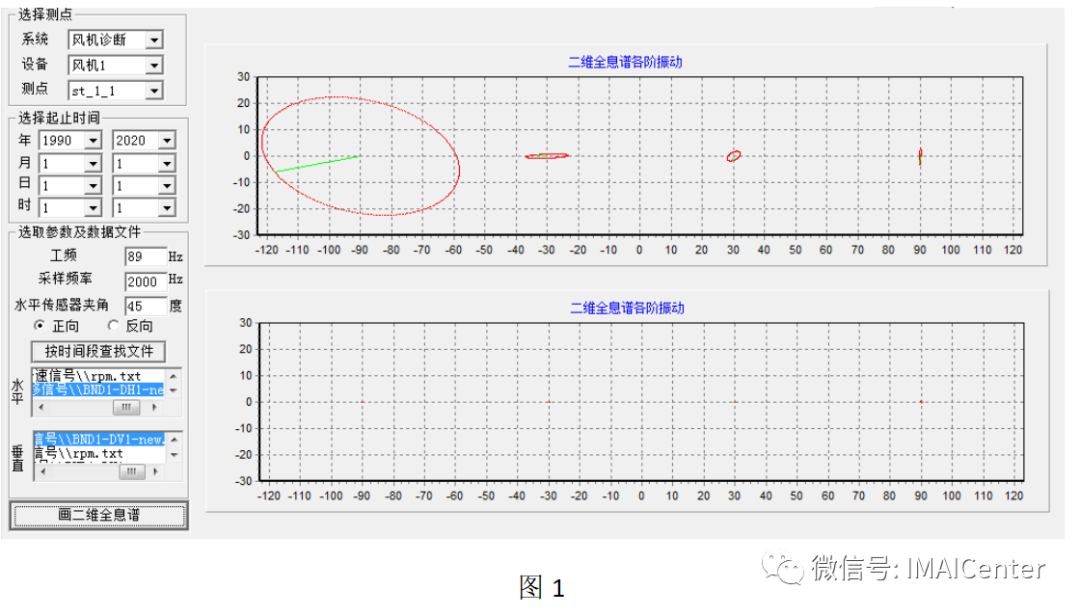
4.4. 全息谱图(二维&三维)
全息谱技术是基于傅立叶变换,采用内插技术,采集转轴多个截面、两个互相垂直方向上的振动信号,精确求其对应频率处的幅值和相位,然后根据实际的测量位置对应获得一系列的椭圆来描述转轴的振动情况。
二维全息谱能很好的反映转子一个支承面的振动情况,三维全息谱则可以反映整根转子的空间振动情况和对应转速下的振型。全息谱融合了多个截面、多个方向和经常被忽略的相位等多个方面的信息,弥补了传统故障诊断分析中的不足。
在信息设置栏中分别选择好系统、设备、测点以后,设置检索历史信息的起始时间,点击【按时间段查找文件】显示数据库记录列表,并显示在别表中,分别为水平和垂直两个方向列表,分别在列表中选择相应历史数据文件,对系统参数进行设置,类目如下:
工频:转子系统工作频率
采样频率:数据的采样频率
传感器夹角:水平方向传感器和垂直方向传感器夹角【顺时针方向,锐角】
方向:以两个传感器夹锐角的顺时针方向为正向
预设截面数:用于测量的截面个数,即传感器对数。【三维】
二维全息谱:设置完毕后,点击【画二维全息谱】,对数据进行二维全息谱分析,如图1所示:
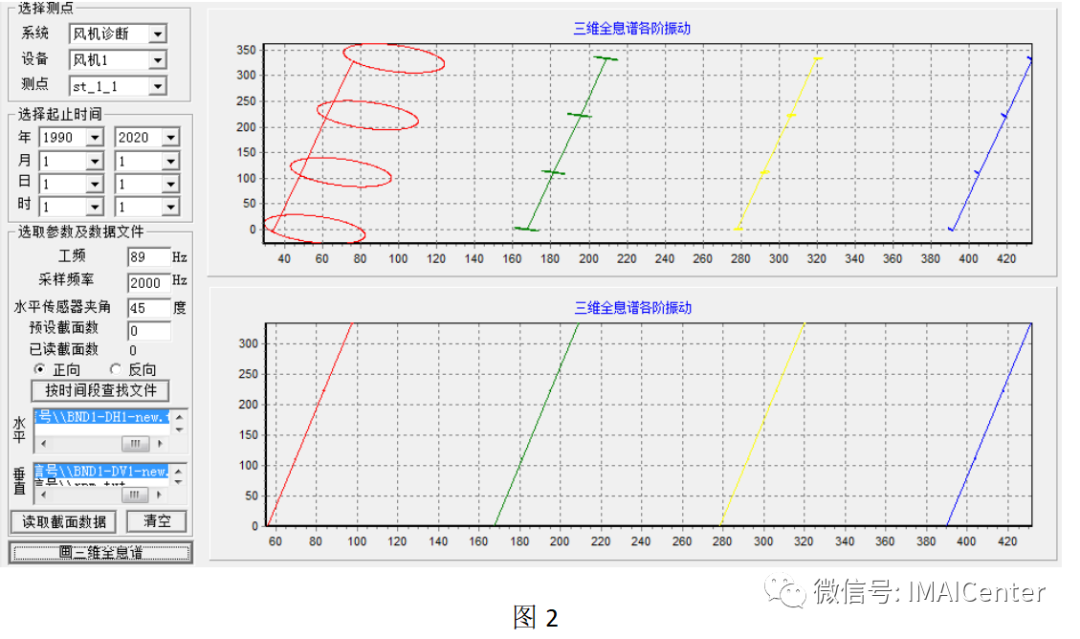
三维全息谱:设置完毕后,点击【读取截面数据】,如读取成功,如图3所示读取成功并显示当前已读截面数;重新选择水平、垂直数据文件,重复以上操作直至所有预设截面数据全部读取完毕,系统提示如图3所示,点击【画三维全息谱】,对已读所有数据进行三维全息谱分析,如图2所示:
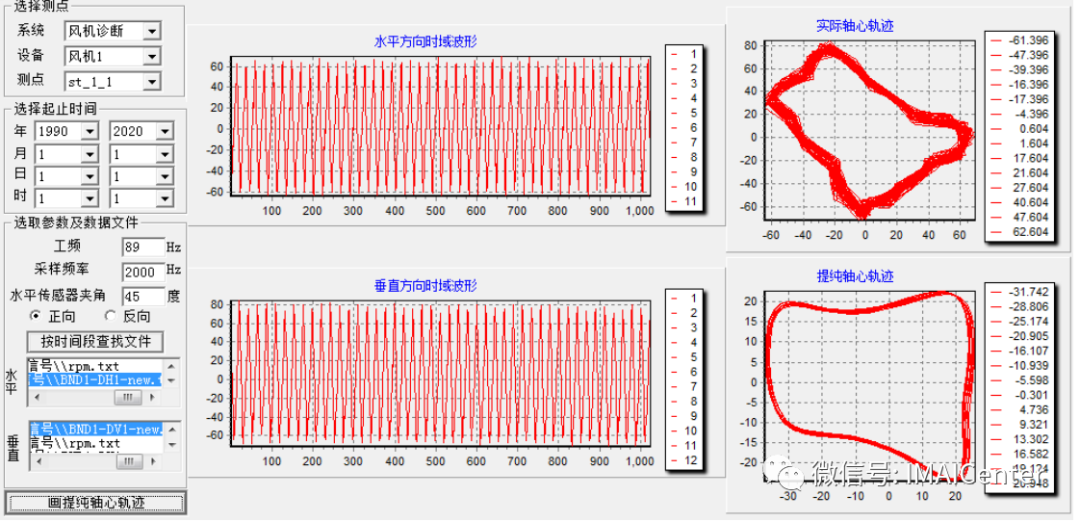
4.5. 提纯轴心轨迹图
回转部件中心位置比振幅或幅频曲线更能直观地反映转轴的运动情况,因此轴心轨迹是故障诊断当中最重要的一类图像征兆。轴心轨迹图有原始、提纯、平均、一倍频、二倍频、0.5倍频等多种轴心轨迹,主要看提纯、一倍频、二倍频的轴心轨迹图。提纯的轴心轨迹排除了噪声和电磁干扰等超高次谐波信号的影响,突出了工频、0.5倍频、二倍频等主要因素,便于清晰地看到问题的本质;并且一倍频轴心轨迹则可以更合理地看出轴承的间隙及刚度是否存在问题。
在信息设置栏中分别选择好系统、设备、测点以后,设置检索历史信息的起始时间,点击【按时间段查找文件】显示数据库记录列表,并显示在别表中,分别为水平和垂直两个方向列表,分别在列表中选择相应历史数据文件,对系统参数进行设置,类目如下:
工频:转子系统工作频率
采样频率:数据的采样频率
传感器夹角:水平方向传感器和垂直方向传感器夹角【顺时针方向,锐角】
方向:以两个传感器夹锐角的顺时针方向为正向
设置好参数以后,点击【画提纯轴心轨迹】,对所选数据对进行轴心提纯,如下图所示:
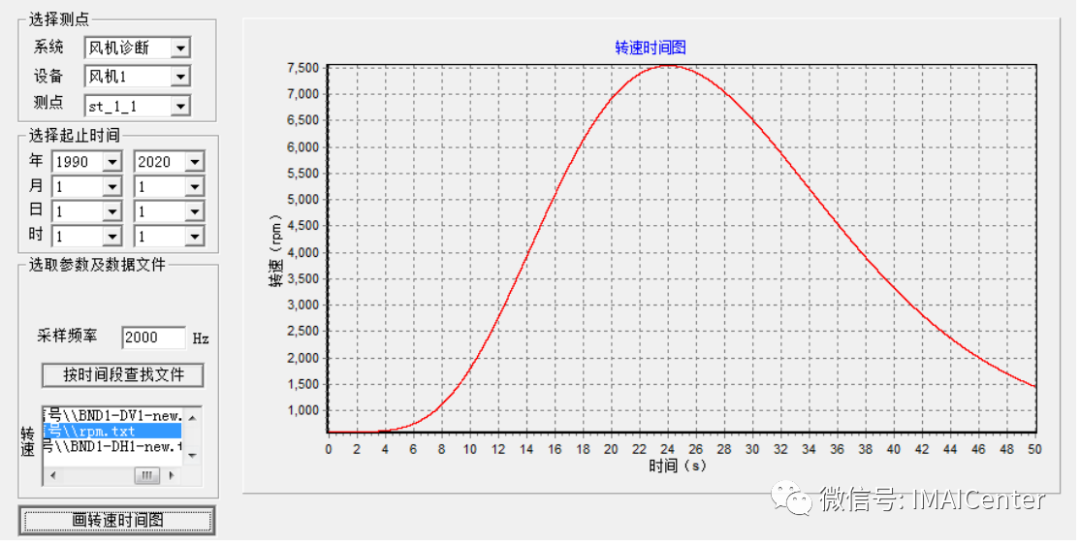
4.6. 启停机转速时间图
可以反应的是旋转轴在整个运转过程中转速随时间变化的情况,操作人员可以清楚地看出轴转速的变化情况,配合观察其他谱图可用来更加清晰地查明故障。
在信息设置栏中分别选择好系统、设备、测点以后,设置检索历史信息的起始时间,点击【按时间段查找文件】显示数据库记录,并显示在别表中,在列表中选择历史数据文件,对采样频率进行设置,点击【画转速时间图】进行数据处理,如下图所示:
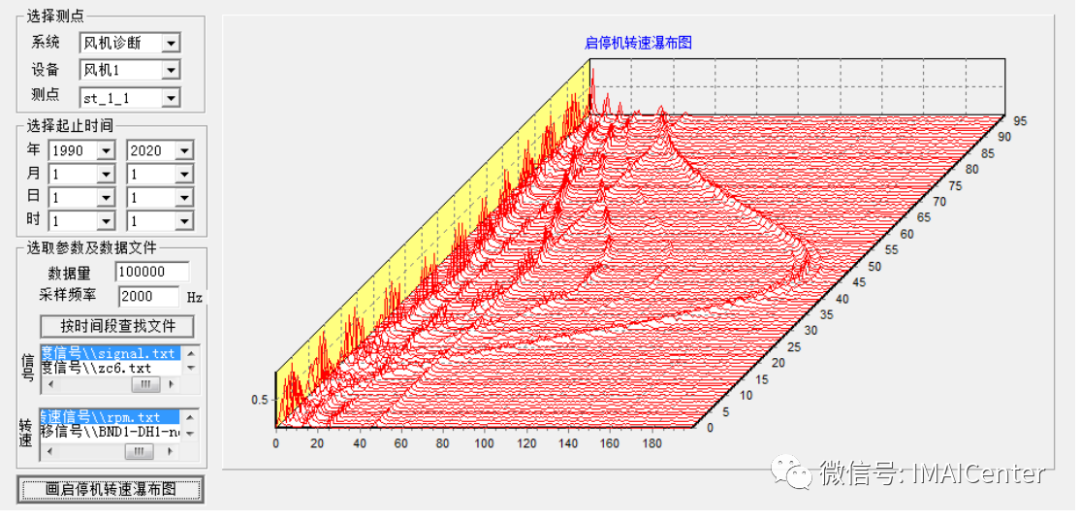
4.7. 启停机转速瀑布图
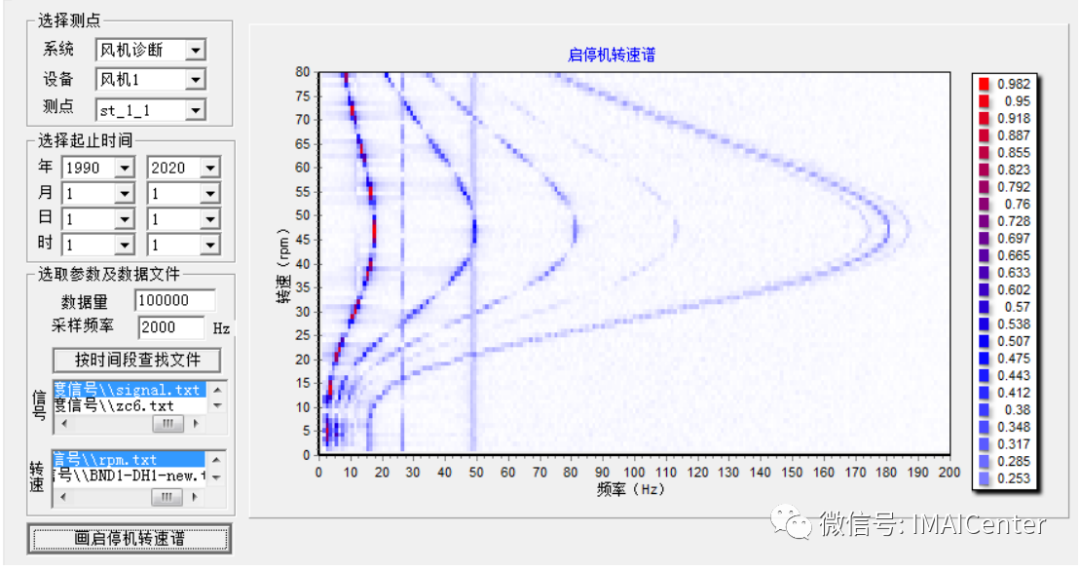
转速谱阵是以转速为第三维绘制的谱阵曲线集合,可以直观的表现旋转机械振动信号频谱随转速的变换情况。相似于阶次谱,其 X 轴一般代表频率,Y 轴代表幅值,一般用颜色或亮度表示,不同颜色或亮度代表不同的幅值大小,第三轴 Z 轴代表设备当前转速,转速谱图上可以清晰的展现出个倍频分量随转速升高或者降低时的分布情况.
在信息设置栏中分别选择好系统、设备、测点以后,设置检索历史信息的起始时间,点击【按时间段查找文件】显示数据库记录,并显示在别表中,分别为信号和转速两个方向列表,分别在列表中选择相应历史数据文件,对系统参数进行设置,点击【画启停机转速瀑布图】 对数据进行处理,如下图所示:
4.8. 启停机转速谱阵
相较于二维转速谱阵,它只能反映一定转速下振动信号中不同频率的振动分量。如果将机组在不同转速下或同一转速下不同时间测得的频谱绘制在一个图上,就可以进一步提供故障诊断的依据,转速瀑布图就是不同转速下的频谱图按转速逐渐增加或是逐渐较小顺序排列得到的一组频谱,能够反应加速/减速过程中信号频率成份的变化
在信息设置栏中分别选择好系统、设备、测点以后,设置检索历史信息的起始时间,点击【按时间段查找文件】显示数据库记录,并显示在别表中,分别为信号和转速两个方向列表,分别在列表中选择相应历史数据文件,对系统参数进行设置,点击【画启停机转速谱阵】 对数据进行处理,如下图所示:
4.9. 阶次谱图
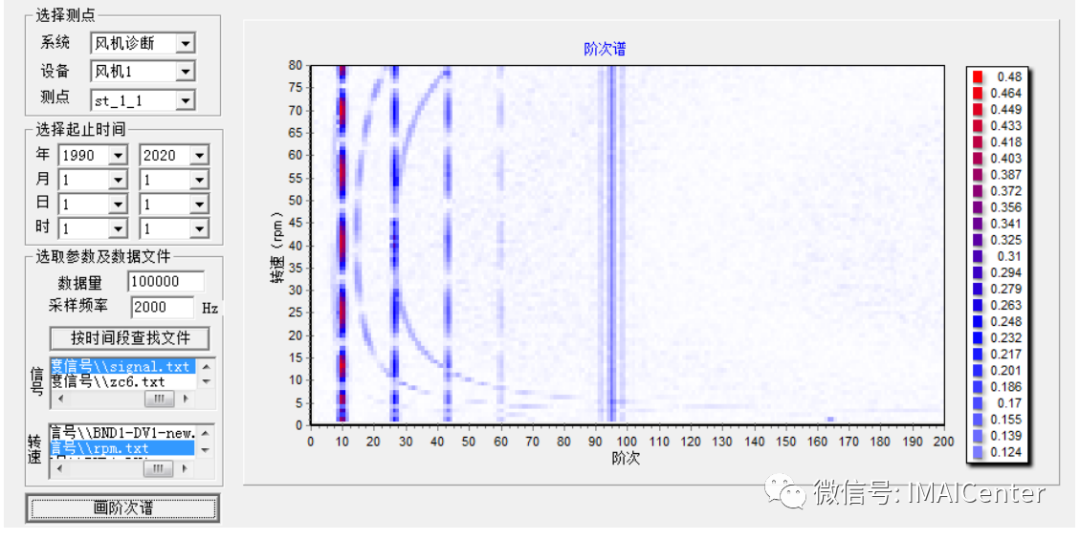
阶次分析是一种有效的非稳态信号分析方法,采用阶次分析法,对旋转设备启停机阶段的信号进行监测,可以清晰的分辨发动机转速对于主频的影响及其相互关系,另外由于阶次谱以阶次为横坐标,不论转速如何变化阶次总是不变的,因此在阶次谱上各阶分量在横坐标上是保持不变的,这将有助于操作人员清晰的观察各阶分量幅值随转速的变化情况。其 X 轴一般代表阶次,Y 轴代表幅值,一般用颜色或亮度表示,不同颜色或亮度代表不同的幅值大小,第三轴 Z 轴代表设备当前转速。
在信息设置栏中分别选择好系统、设备、测点以后,设置检索历史信息的起始时间,点击【按时间段查找文件】显示数据库记录,并显示在别表中,分别为信号和转速两个方向列表,分别在列表中选择相应历史数据文件,对系统参数进行设置,点击【画启停机转速瀑布图】 对数据进行处理,如下图所示:
4.10. 频谱细化图
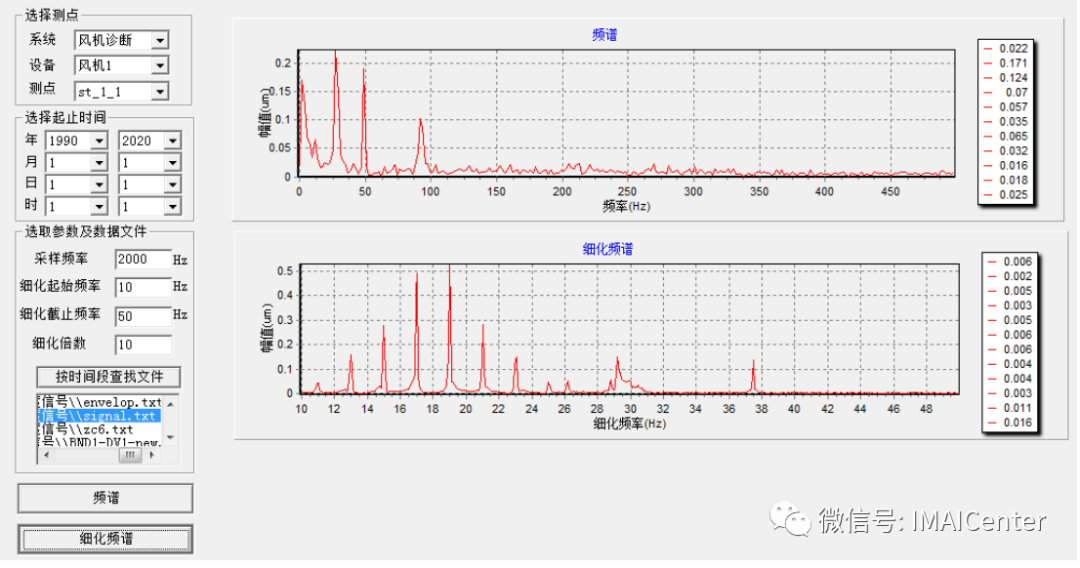
频谱细化图是在原始傅里叶频域图上对某一集中频率进行细化操作,如图所示,点击频谱对数据库中采集数据做频域分析,但是在10-50HZ附近频率精度不够,对其进行10倍细化操作,细化结果如下图所示。经过细化谱分析可以更精确的显示出信号的频域信息,帮助找出故障所在。
在信息设置栏中分别选择好系统、设备、测点以后,设置检索历史信息的起始时间,点击【按时间段查找文件】显示数据库记录,并显示在别表中,在列表中选择历史数据文件,单机【频谱】,对数据进行频域分析,结果显示如下图“频谱”所示。然后对细化参数进行设置,参数说明:
采样频率:数据采样的频率
细化起始频率:要细化频率段的起始频率
细化截止频率:要细化频率段的截止频率
细化倍数:要细化频率段的放大倍数
设置好细化参数以后,点击【细化频谱】 对所选频率段进行细化处理,结果如下图所示:
5. 转子诊断工具箱
5.1. 轴承与齿轮故障频率计算
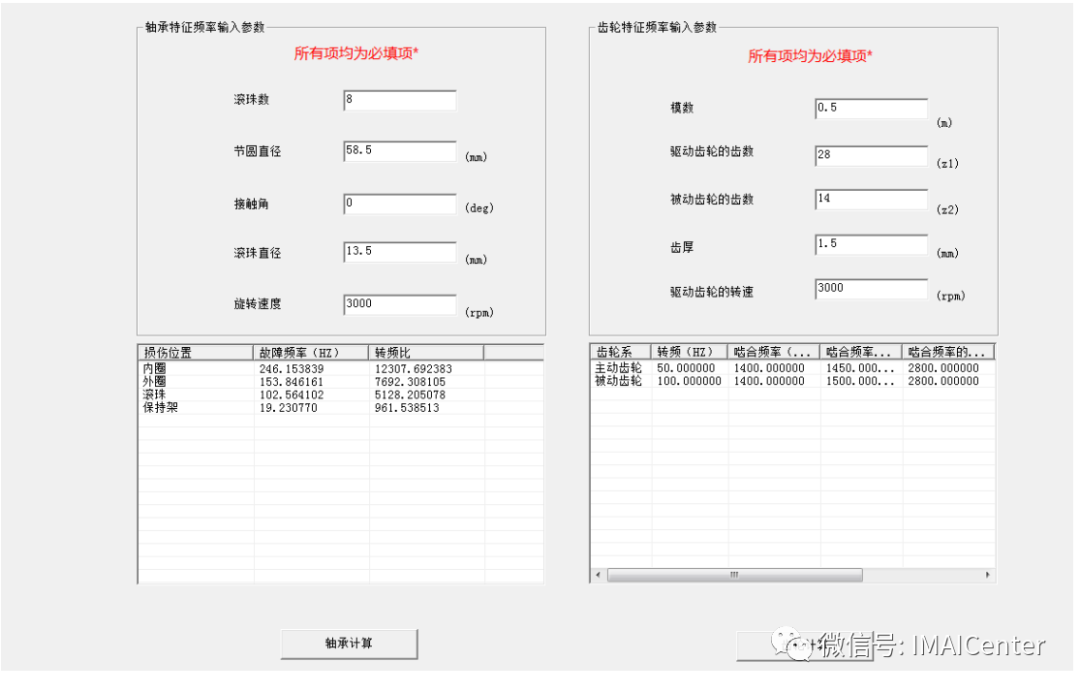
轴承是旋转机械的重要部件,轴承的故障往往影响机械的正常运转。严重的故障导致轴承损坏,不得不停车修理或更换轴承。轴承原件的缺陷在运行中产生低频脉动,脉动激起的振动,可展为渐减的无穷简谐级数,其基频即为脉动频率。根据产生缺陷的元件不同,脉动频率可以计算出来。
轴承在运转过程中产生疲劳,会出现内圈滚道故障,如内圈剥落、凹痕、不平衡等;外圈滚道故障,如外圈剥落、凹痕、不对中等;滚珠有故障,如钢球剥落、钢球点蚀等。这些故障都对应有各自的故障频率,虽然轴承在运转中采集的信号受到诸多外界因素的干扰使得频域的故障特征频率与理论计算值有所偏差,但频域峰值仍基本表现在理论计算的故障频率值左右。因此了解上述各项故障频率后,将有助于轴承的故障诊断。其操作界面如图29所示,通过对这个界面的操作,根据实验条件和轴承数据参数既可以算出轴承对应的理论故障频率,用于后续信号的分析处理。
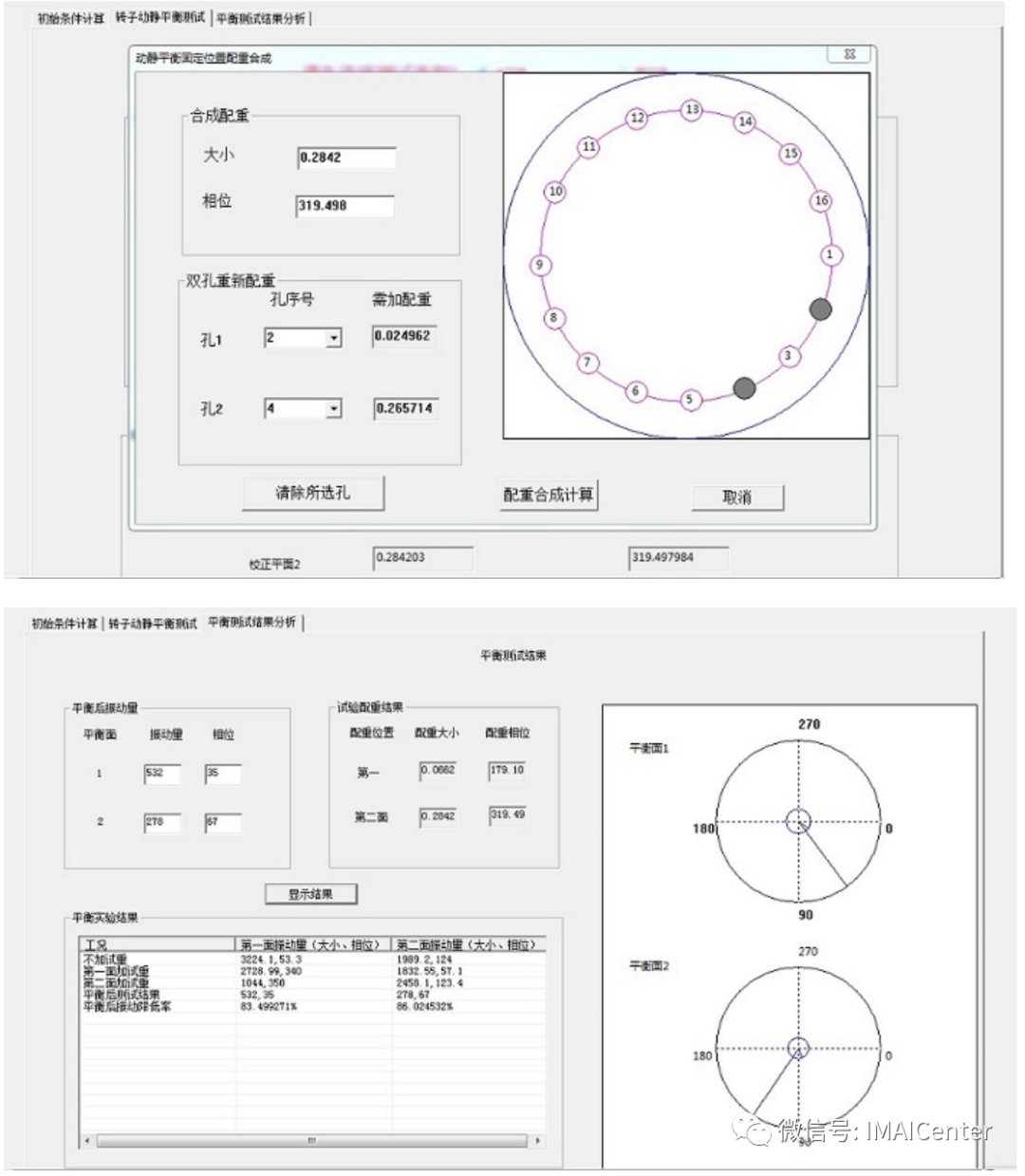
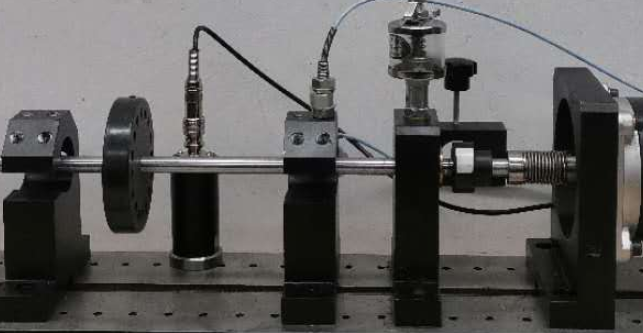
5.2. 转子动静平衡
旋转机械设备的转子由于受到材料的质量分布(如铸件中有砂眼、气孔)、加工的误差、装配因素及运行中的不均匀磨损、冲蚀或沉积等因素的影响,或者是某些固定部件松动所造成部件的不平衡,致使其质量中心与旋转中心存在着一定程度的偏心距。
不平衡带来的后果是增加附加载荷,其表现为振值随运行时间的延长而逐渐增大。动不平衡会产生离心力,离心惯性力通过轴承作用到机械及其基础上,引起振动,产生了噪音,加速轴承磨损,缩短了机械寿命,严重时能造成破坏性事故。据统计,有50%左右的机械振动是由不平衡力引起的。因此,有必要改变旋转机械运动部分的质量,减小不平衡力,即对转子进行平衡。使其达到允许的平衡精度等级,或使因此产生的机械振动幅度降在允许的范围内。邮箱:shzwdata@126.com